今回は、「運営管理 ~R1-2 工場レイアウト(6)設備配置~」について説明します。
目次
運営管理 ~令和元年度一次試験問題一覧~
令和元年度の試験問題に関する解説は、以下のページを参照してください。
工場レイアウト -リンク-
本ブログにて「工場レイアウト」について説明しているページを以下に示しますのでアクセスしてみてください。
プッシュ型管理方式/プル型管理方式 -リンク-
本ブログにて「プッシュ型管理方式/プル型管理方式」について説明しているページを以下に示しますのでアクセスしてみてください。
生産形態(受注生産・見込生産) -リンク-
本ブログにて「受注生産」「見込生産」について説明しているページを以下に示しますのでアクセスしてみてください。
生産形態(多品種少量生産・少品種多量生産) -リンク-
本ブログにて「多品種少量生産」「少品種多量生産」について説明しているページを以下に示しますのでアクセスしてみてください。
- 生産形態(多品種少量生産・少品種多量生産)のまとめ
- R3-2 生産管理の基礎(3)生産管理の基礎用語
- H28-2 生産形態(1)多品種少量生産・少品種多量生産
- H28-5 生産形態(2)多品種少量生産・少品種多量生産
- H27-5 工場レイアウト(5)SLP
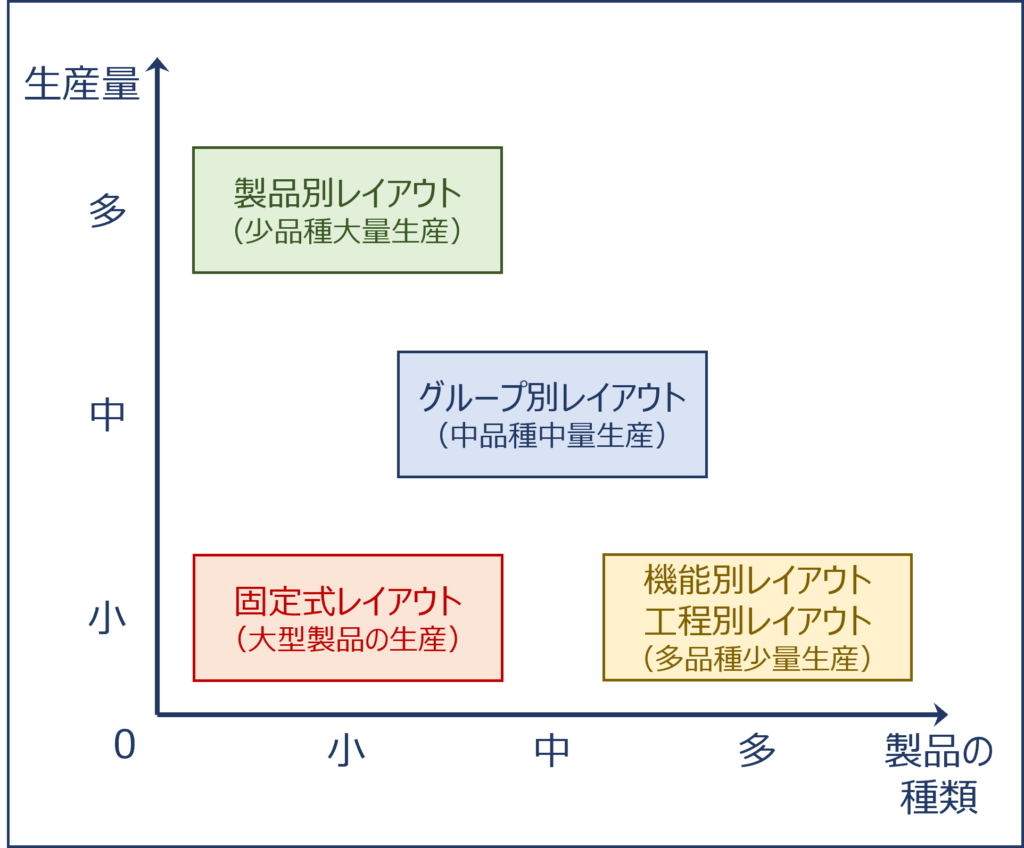
工場レイアウトの種類
基本的な工場レイアウトには「固定式レイアウト」「製品別レイアウト」「機能別レイアウト(工程別レイアウト)」「グループ別レイアウト」などがあります。
生産する製品の特徴に合わせて、適切な工場レイアウトを選択することによって、生産活動を効率化させることができます。
固定式レイアウト
「固定式レイアウト」は、移動することが困難な大型製品の生産に採用されるレイアウトであり、製品が定位置にあり作業者が移動しながら加工処理を行います。
特徴
- 船舶や大型製品の製造に適している。
- 設計や工程の変更に対応しやすい。
- 製品の移動が最小限である。
- 作業者や機械工具の移動が増える。
製品別レイアウト(フローショップ型)
「製品別レイアウト」は、加工工程の流れが同一である製品の生産に採用されるレイアウトであり、作業者は定位置にいながら、流れてくる製品に対して加工処理を行います。

特徴
- 少品種多量生産に適している。
- 見込生産に適している。
- 作業を単純化することができる。
- 工程管理、進捗管理が容易である。
- 仕掛在庫が減少する。
- 生産期間を短縮することができる。
- 一部の機械が故障するとライン全体が停止する。
- 製品の加工順序の変更に対応できない。
- 万能熟練作業者の育成が難しい。
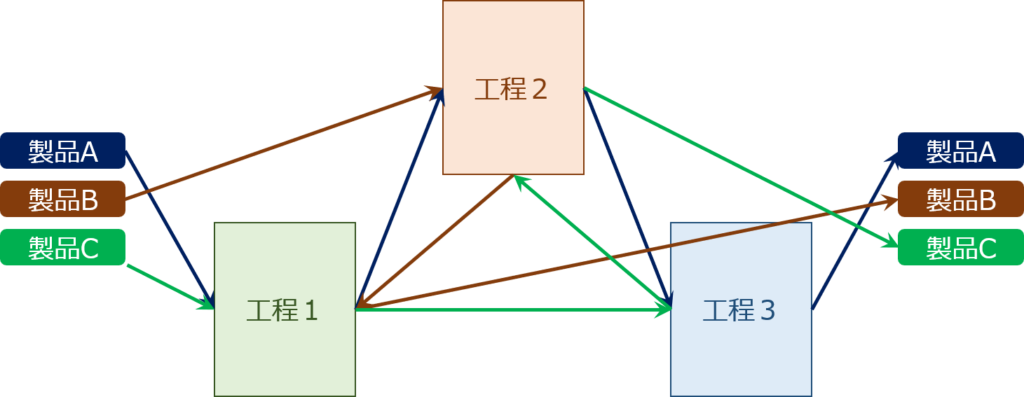
機能別レイアウト(工程別レイアウト/ジョブショップ型)
「機能別レイアウト」は、加工工程の流れが異なる製品の生産に採用されるレイアウトであり、作業者が製品と一緒に移動しながら加工処理を行います。
特徴
- 多品種少量生産に適している。
- 受注生産に適している。
- 加工経路が異なる場合に適用される。
- 設備の稼働率を上げることができる。
- 製品が変わっても設備の配置を変更する必要がない。
- 作業者の熟練の形成が容易である。
- 製品の移動経路が複雑になりやすい。
プッシュ型管理方式/プル型管理方式
プッシュ型管理方式
「プッシュ型管理方式」は、計画主導型の生産管理方式のことであり、管理部門が策定した生産計画に基づき、「各工程」が生産して「後工程」に部品を引き渡す(プッシュ)生産管理方式です。
「前工程」は、「後工程」の生産状況にかからわず管理部門が策定した生産計画に基づき必要な数量を生産するため、工程間における不要な在庫(仕掛品)が発生します。
「プッシュ型管理方式」の代表的な例としては、「MRP(広義)」が挙げられます。
MRP(広義)
「MRP(広義)」とは、「資材所要量計画」だけではなく、管理部門が「生産計画」を策定して全工程に作業指示を行い「生産統制」まで行う仕組みのことをいいます。
MRP(狭義)
「MRP(狭義)」とは、製品の生産計画である「基準生産計画(MPS)」に基づき、製品の生産に必要な部品や資材の数量を表す「部品構成表」と部品や資材の「在庫情報」「発注残情報」「調達リードタイム」から、発注すべき部品や資材の数量と時期を表す「資材所要量計画(MRP)」を作成する仕組みこのことをいいます。
プル型管理方式
「プル型管理方式」は、後工程引取型の生産管理方式のことであり、「後工程」が「前工程」に必要な部品の品番や数量を指示して「前工程」から部品を取り寄せる(プル)生産管理方式です。
「前工程」は「後工程」からの生産指示に基づき必要な数量だけ生産するため、工程間における不要な在庫(仕掛品)が発生しないのが特徴です。
「プル型管理方式」の代表的な例としては、トヨタ自動車が開発した「かんばん方式」が挙げられます。
かんばん方式
「かんばん方式」とは、トヨタ自動車が開発した生産管理方式であり、「ジャスト・イン・タイム(必要なものを必要な時に必要なだけ生産する)」の考え方に基づき、不要な在庫をできるだけ持たない仕組みのことをいいます。
「かんばん方式」では「かんばん」と呼ばれる「作業指示票」を使って、後工程が前工程に対して必要な部品の品番や数量を伝え、前工程は後工程から指示を受けた数量だけ部品を生産します。
「かんばん方式」は、もともと米国のスーパーマーケットをヒントに考えられた方式なので、実際のスーパーマーケットをイメージしてみると分かりやすいと思います。スーパーマーケットでは「お客様(後工程)は、必要な品物を必要なときに必要な量だけ購入」して、「お店(前工程)は、お客様(後工程)から引き取られた数量だけ品物を補充」します。
かんばん方式の概念図(トヨタ自動車ホームページより)
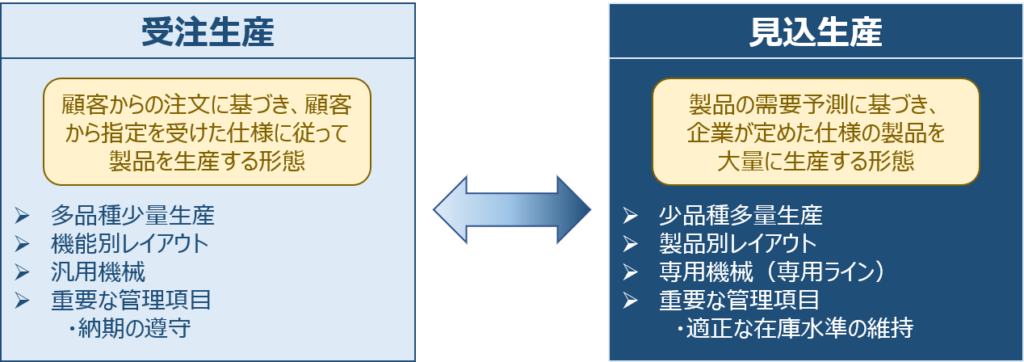
生産形態(受注生産/見込生産)
「生産形態」は、顧客からの注文に基づき、顧客から指定された仕様に従って製品を生産する「受注生産」と、製品の需要予測に基づき、企業が定めた仕様の製品を大量に生産する「見込生産」に分類されます。
「生産形態」の種類によって、最適な設備のレイアウトや種類が異なるほか、生産活動において重点的に管理すべき項目も異なってきます。
受注生産
「受注生産」とは、顧客からの注文に基づき、顧客から指定された仕様に従って製品を生産する形態のことをいいます。
「受注生産」では、顧客ごとに異なる仕様の製品を生産する必要があるため、加工処理の順序が異なる製品の生産に最適な「機能別レイアウト」で「汎用機械」を用いて生産します。
機能別レイアウト(工程別レイアウト/ジョブショップ型)
「受注生産」は、加工処理の順序が異なる生産管理が複雑な製品を、顧客から求められた納期に合わせて、顧客から注文を受けてから生産に着手するため、「進捗管理による納期の遵守」を重要な課題として管理する必要があります。
受注生産の流れイメージ

特徴
- 「機能別レイアウト」により「汎用機械」を用いて生産を行う。
- 「納期の遵守」が重要な管理項目である。
納期管理のポイント
「受注生産」において重点的に管理すべき「納期管理」の代表的なポイントを以下に示します。
- 顧客から注文を受けた時点で、迅速に受注情報を生産計画に反映して製造部門に連携する。
- 一元的に生産統制(進捗管理、現品管理、余力管理)を徹底する。
- 各工程における進捗管理を実施する。
- 資材または製品ごとの現品管理を実施する。
- 作業員の多能工化などにより、受注量の変動に対応できる生産体制を構築する。
- 「作業の標準化・マニュアル化・教育の実施」により、生産現場の作業手順を統一化して、作業者による作業品質や時間のバラツキを無くす。
- 材料や部品などの資材を発注している外部業者の納期管理を徹底する。
受注生産(JISZ8141:2022-3204)
顧客が定めた仕様の製品を生産者が生産する形態
注釈1 見込生産を改めて、受注生産の特徴を取り込んだ生産形態にすることを受注生産化という。
見込生産
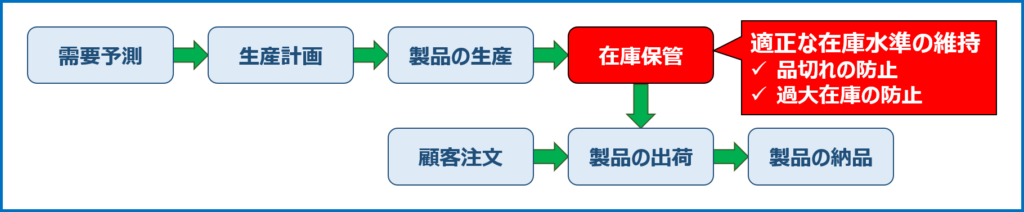
「見込生産」とは、製品の需要予測に基づき、企業が定めた仕様の製品を大量に生産する形態のことをいいます。需要予測に基づき生産した製品を在庫として管理して、顧客から注文を受けたら、在庫から製品を払い出して顧客に納品します。
「見込生産」では、企業が定めた同一仕様の製品を大量に生産する必要があるため、定められた加工順序で生産するために最適な「製品別レイアウト」で「専用機械(専用ライン)」を用いて連続的に生産します。
製品別レイアウト(フローショップ型)
「見込生産」においては、同一仕様の製品を効率的に生産することももちろん重要ではありますが、それ以上に「過剰在庫」による製品の売れ残りや、「品切れ」による売上機会の損失、顧客からの信用失墜、といった状況を回避することの方が重要であるため、「正確な需要予測に基づく生産計画により適正な在庫水準を維持すること」を重要な課題として管理する必要があります。
見込生産の流れイメージ
特徴
- 「製品別レイアウト」により「専用機械(専用ライン)」を用いて生産を行う。
- 「正確な需要予測に基づく生産計画により適正な在庫水準を維持すること」が重要な管理項目である。
見込生産(JISZ8141:2022-3203)
生産者が市場の需要を見越して企画・設計した製品を生産し、不特定な顧客を対象として市場に出荷する形態
生産形態(多品種少量生産/少品種多量生産)
「生産形態」は、製品の種類の多さやその生産量によって「多品種少量生産」と「少品種多量生産」に分類されます。
「生産形態」の種類によって、最適な設備のレイアウトや種類が異なるほか、生産活動において重視すべき管理項目も異なってきます。
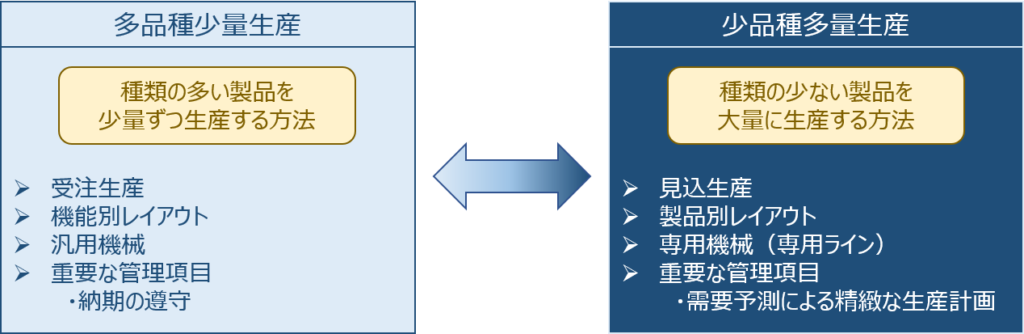
多品種少量生産
「多品種少量生産」とは、種類の多い製品を少量ずつ生産する方法であり、「受注生産」の製品においてよく採用される生産形態です。
製品の種類ごとに加工順序も異なるため、「機能別レイアウト」に配置された「汎用機械」を用いて生産します。
機能別レイアウト(工程別レイアウト/ジョブショップ型)
「多品種少量生産」は、製品の生産経路が複雑であり、顧客からの注文数量や納期が多様であるため、「進捗管理による納期の遵守」を重要な課題として管理する必要があります。
特徴
- 「機能別レイアウト」により「汎用機械」を用いて生産を行う。
- 「納期の遵守」が重要な管理項目である。
少品種多量生産
「少品種多量生産」とは、種類の少ない製品を大量に生産する方法であり、「見込生産」の製品においてよく採用される生産形態です。
定められた加工順序に基づいて生産が行われるため、「製品別レイアウト」に配置された「専用機械(専用ライン)」を用いて連続的に生産します。
製品別レイアウト(フローショップ型)
「少品種多量生産」は、効率的な生産体制の確立が重要であるため、「需要予測による生産計画の策定」を重要な課題として管理する必要があります。
特徴
- 「製品別レイアウト」により「専用機械(専用ライン)」を用いて生産を行う。
- 「需要予測による生産計画の策定」が重要な管理項目である。
試験問題
それでは、実際の試験問題を解いてみます。
【令和元年度 第2問】
生産工程における加工品の流れの違いによって区別される用語の組み合わせとして、最も適切なものはどれか。
ア 押出型と引取型
イ 多品種少量生産と少品種多量生産
ウ フローショップ型とジョブショップ型
エ 見込生産と受注生産
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
生産管理の用語の定義に関する知識を問う問題です。
(ア) 不適切です。
「押出型」とは「プッシュ型管理方式」のことを、「引取型」とは「プル型管理方式」のことを表しています。
「プッシュ型管理方式(押出型)」とは、計画主導型の生産管理方式のことをいい、管理部門が策定した生産計画に基づき、「各工程」が生産を行って「後工程」に部品を引き渡していく(プッシュ)生産管理方式です。
「プル型管理方式(引取型)」とは、後工程引取型の生産管理方式のことをいい、「後工程」が「前工程」に生産指示を行って部品を取り寄せる(プル)生産管理方式です。
したがって、「押出型」と「引取型」は、生産工程における加工品の流れの違いによって区別される用語の組み合わせではなく、計画主導による生産管理方式と後工程からの生産指示に基づく生産管理方式という違いによって区別される用語の組み合わせであるため、選択肢の内容は不適切です。
(イ) 不適切です。
「多品種少量生産」とは、種類の多い製品を少量ずつ生産する方法であり、「受注生産」の製品においてよく採用される生産形態です。製品の種類ごとに加工順序も異なるため、「機能別レイアウト」に配置された「汎用機械」を用いて生産します。「多品種少量生産」は、製品の生産経路が複雑であり、顧客からの注文数量や納期が多様であるため、「進捗管理による納期の遵守」を重要な課題として管理する必要があります。
「少品種多量生産」とは、種類の少ない製品を大量に生産する方法であり、「見込生産」の製品においてよく採用される生産形態です。定められた加工順序に基づいて生産が行われるため、「製品別レイアウト」に配置された「専用機械(専用ライン)」を用いて連続的に生産します。「少品種多量生産」は、効率的な生産体制の確立が重要であるため、「需要予測による生産計画の策定」を重要な課題として管理する必要があります。
したがって、「多品種少量生産」と「少品種多量生産」では、生産工程における加工品の流れが異なることが一般的ですが、生産工程における加工品の流れの違いによって区別される用語の組み合わせではなく、生産する製品の種類の多さやその生産量による生産形態の違いによって区別される用語の組み合わせであるため、選択肢の内容は不適切です。
(ウ) 適切です。
「フローショップ型」とは「製品別レイアウト」のことを、「ジョブショップ型」とは「機能別レイアウト(工程別レイアウト)」のことを表しています。
「フローショップ型(製品別レイアウト)」は、加工工程の流れが同一である製品の生産に採用されるレイアウトであり、作業者は定位置にいながら、流れてくる製品に対して加工処理を行います。
「ジョブショップ型(機能別レイアウト/工程別レイアウト)」は、加工工程の流れが異なる製品の生産に採用されるレイアウトであり、作業者が製品と一緒に移動しながら加工処理を行います。
したがって、「フローショップ型」と「ジョブショップ型」は、生産工程における加工品の流れの違いによって区別される用語の組み合わせであるため、選択肢の内容は適切です。
(エ) 不適切です。
「見込生産」とは、製品の需要予測に基づき、企業が定めた仕様の製品を大量に生産する形態のことをいいます。需要予測に基づき生産した製品を在庫として管理して、顧客から注文を受けたら、在庫から製品を払い出して顧客に納品します。「見込生産」では、企業が定めた同一仕様の製品を大量に生産する必要があるため、定められた加工順序で生産するために最適な「製品別レイアウト」で「専用機械(専用ライン)」を用いて連続的に生産します。
「受注生産」とは、顧客からの注文に基づき、顧客から指定された仕様に従って製品を生産する形態のことをいいます。「受注生産」では、顧客ごとに異なる仕様の製品を生産する必要があるため、加工処理の順序が異なる製品の生産に最適な「機能別レイアウト」で「汎用機械」を用いて生産します。
したがって、「見込生産」と「受注生産」では、生産工程における加工品の流れが異なることが一般的ですが、生産工程における加工品の流れの違いによって区別される用語の組み合わせではなく、製品の需要予測に基づき企業が定めた仕様の製品を大量に生産するか、顧客からの注文に基づき顧客から指定された仕様に従って製品を生産するか、という生産形態の違いによって区別される用語の組み合わせであるため、選択肢の内容は不適切です。
答えは(ウ)です。
コメント