今回は、「運営管理 ~H27-5 工場レイアウト(5)SLP~」について説明します。
目次
運営管理 ~平成27年度一次試験問題一覧~
平成27年度の試験問題に関する解説は、以下のページを参照してください。
工場レイアウト -リンク-
本ブログにて「SLP(Systematic Layout Planning)」について説明しているページを以下に示しますのでアクセスしてみてください。
- SLP(Systematic Layout Planning)
生産形態(多品種少量生産・少品種多量生産) -リンク-
本ブログにて「多品種少量生産」「少品種多量生産」について説明しているページを以下に示しますのでアクセスしてみてください。
- 生産形態(多品種少量生産・少品種多量生産)のまとめ
- R3-2 生産管理の基礎(3)生産管理の基礎用語
- R1-2 工場レイアウト(6)設備配置
- H28-2 生産形態(1)多品種少量生産・少品種多量生産
- H28-5 生産形態(2)多品種少量生産・少品種多量生産
SLP(Systematic Layout Planning)
「SLP(Systematic Layout Planning)」とは、米国のリチャード・ミューサーが提唱した工場レイアウトの計画策定に関する体系的な手順であり、製品の生産量、各工程に必要な面積、工程の相互関連性を分析して、工場レイアウトを決定していく手法のことをいいます。
工場の生産性を高めるためには、設備・工具・人・資材といった生産に関わる要素(アクティビティ)が極めて重要であり、基本的に製造工程におけるトータルの搬送距離が最短になるように工場レイアウトを計画していきます。
なお、生産する製品の種類、製品の生産量の増減、設備の更改といった環境の変化に伴い、最適な工場レイアウトも変化していくため、工場レイアウトを一度決定したら終わりではなく、定期的に確認を行い、レイアウトを見直していく必要があります。
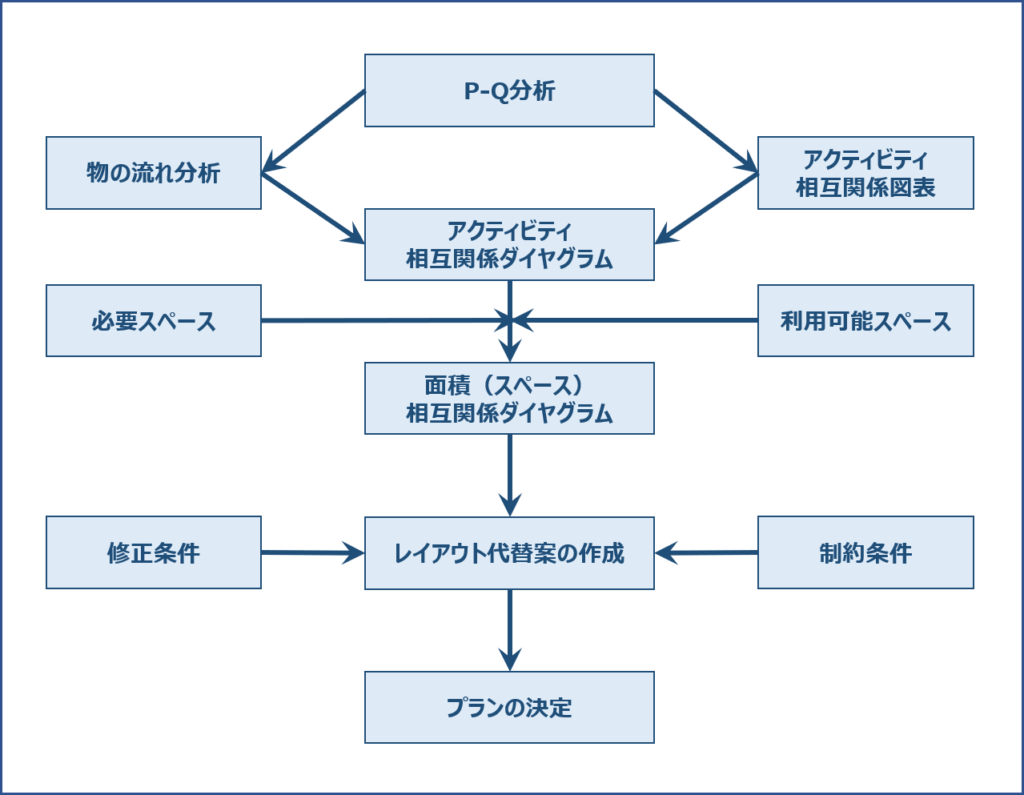
SLPによる計画策定手順
PQ分析
「PQ分析」とは、「製品(Product)」と「生産量(Quantity)」の関係をグラフで示し、製品の生産形態から、最適な工場レイアウトを決定する分析手法です。
横軸に「製品(Product)」を、縦軸に「生産量(Quantity)」を取り、生産量の多い製品を左から順に並べて作成します。
PQ分析
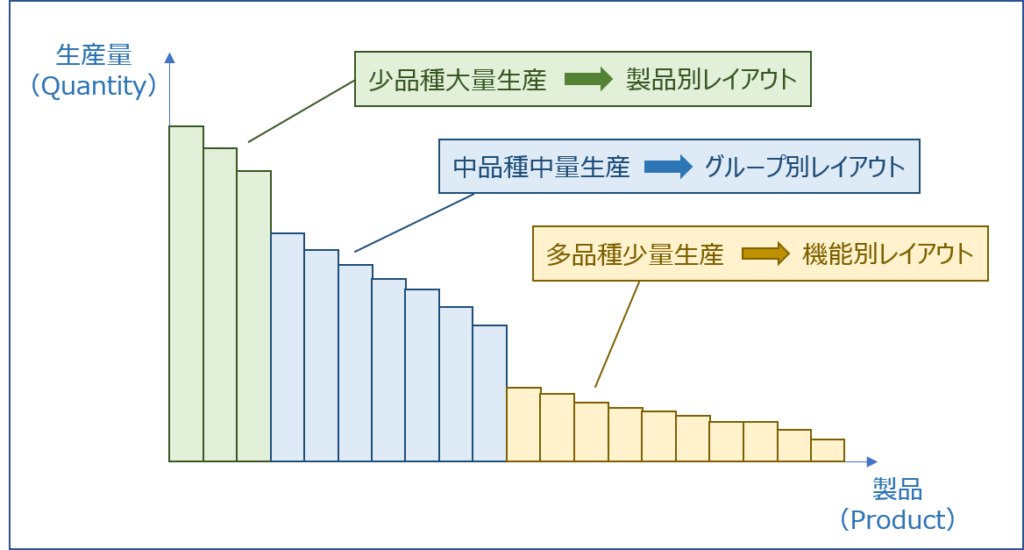
「PQ分析」の結果から、製品ごとに生産形態の種類を区分して、それぞれの生産形態に最適なレイアウトを選択していきます。
| 生産形態 | 最適なレイアウト |
| 少品種大量生産 | 製品別レイアウト |
| 中品種中量生産 | グループ別レイアウト |
| 多品種少量生産 | 機能別レイアウト |
アクティビティ相互関係ダイヤグラム
「アクティビティ相互関係ダイヤグラム」とは、「物の流れ分析」と「アクティビティ相互関係図表」の分析結果に基づき、アクティビティを線図に展開し、アクティビティの順序と近接性を地理的な配置に置き換えたレイアウトのことをいいます。
「アクティビティ相互関係ダイヤグラム」では、アクティビティ間の近接性要求の強さを「線の太さ」や「線の本数」で表します。近接性の強いアクティビティ同士は極力近づけ、できるだけ線が重なり合わないようにすることが重要です。
なお、「アクティビティ相互関係ダイヤグラム」は「アクティビティ」の関係性について検討したものであり「面積(スペース)」については考慮されていません。(「面積(スペース)」は、次の手順である「面積(スペース)相互関係ダイヤグラム」で考慮される内容です。)
物の流れ分析
「物の流れ分析」では、生産工程を通じて「物」が迂回したり逆行することなく、効率的に流れていくための順序を決定する分析手法です。
「PQ分析」により区分されたグループ(生産形態や工場レイアウト)ごとに、「物の流れ分析」で使用する分析手法も異なります。
| 生産形態 | 最適なレイアウト | 物の流れ分析 |
| 少品種大量生産 | 製品別レイアウト | 単純工程分析 |
| 中品種中量生産 | グループ別レイアウト | 多品種工程分析 (加工経路分析) |
| 多品種少量生産 | 機能別レイアウト | フロムツーチャート |
単純工程分析(オペレーション・プロセスチャート)
「単純工程分析」とは、全ての「作業」と「検査(数量検査、品質検査)」の系列を表現した図表であり、系列には「運搬」と「停滞(貯蔵、滞留)」を表現しません。
原材料から製品が生産されるまでのプロセス全体を、統括的に一目で把握できるというメリットがあります。
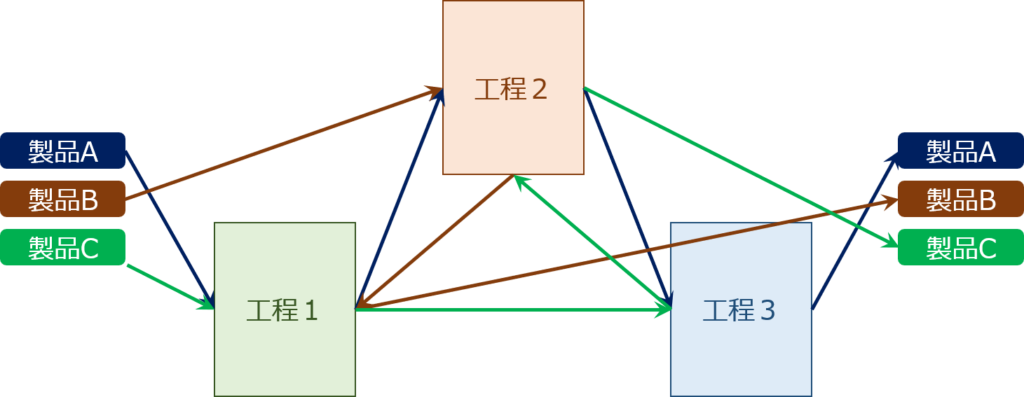
多品種工程分析(加工経路分析)
「多品種工程分析(加工経路分析)」とは、工程(加工)経路が類似した製品や部品をグループ化するために「工程(加工)経路図」を作成して分析することをいいます。
縦軸に製品名、横軸に工程名を取り、製品ごとに工程の順番を記入した「工程(加工)経路図」に基づき、以下の基準で製品を分類してレイアウトを検討します。
| 工程経路 | レイアウト |
| 工程経路が全く同じである | 製品別レイアウト |
| 工程経路が同じ部分がある 一部の工程は経路が異なる |
工程経路が同じ部分は流れ作業化する。 工程経路が異なる部分は個別に作業を実施する。 |
| 工程経路が全く異なる | 機能別レイアウト |
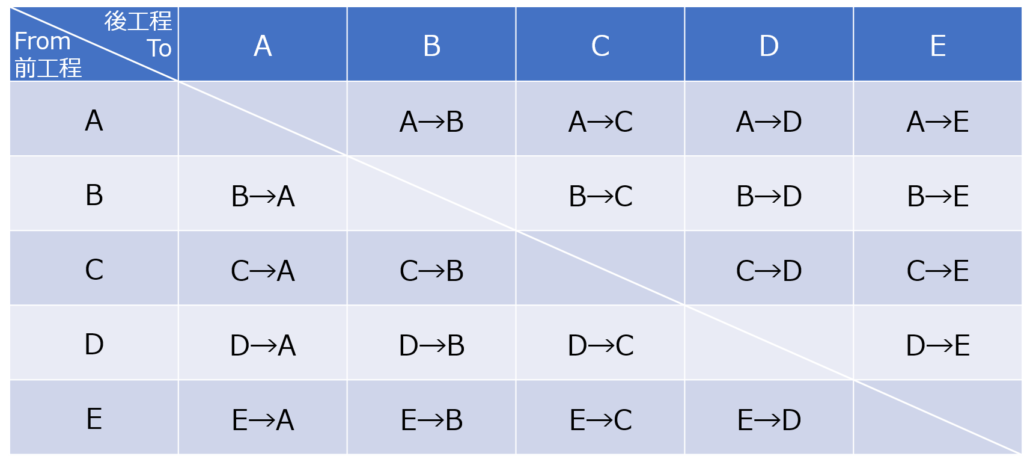
フロムツーチャート(流出流入図表)
「フロムツーチャート(流出流入図表)」とは、「機能別レイアウト」を採用している工場において、物の流れを分析するために活用される手法であり、生産ラインの「前行程(From)」と「後工程(To)」の運搬回数を定量的に表わすことで、設備・工具・人・資材といった生産に関わる要素(アクティビティ)のレイアウトが効率的に配置されているかを明確にすることができます。
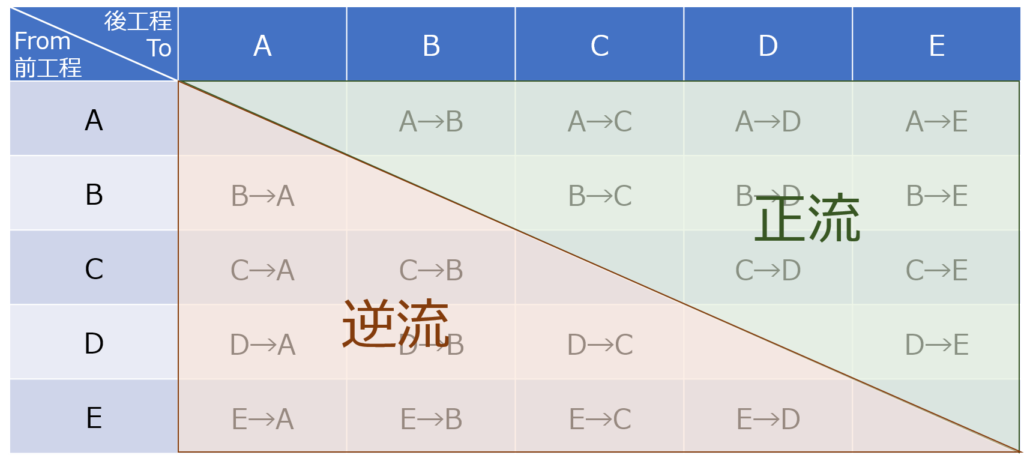
「フロムツーチャート(流出流入図表)」では、縦には上から順番に、横には左から順番に工程を表示していきます。
また、「正流」は斜線の右上側に「逆流」は斜線の左下側に表示します。
アクティビティ相互関係図表
「アクティビティ相互関係図表」とは、生産に関わる様々なアクティビティの相互関連性を数値等で表して、それらのアクティビティを近くに配置した方がよいのか、離れて配置しても問題ないのかを分析するツールのことをいいます。
「アクティビティ相互関係図表」では、アクティビティ間の近接重要度を「A/E/I/O/U/X」で表示します。 近接重要度はFrom-toチャートで求めた値を基に計算されます。
面積(スペース)相互関係ダイヤグラム
「面積(スペース)相互関係ダイヤグラム」とは、「アクティビティ相互関係ダイヤグラム」に「各アクティビティに必要なスペースの情報」と「利用可能なスペースの情報」を加味したレイアウト(案)のことをいいます。
レイアウト代替案の作成
作成された「面積(スペース)相互関係ダイヤグラム」は、理想的なあるべき姿の配置ではありますが、実際にレイアウトを実現するには様々な制約条件があるため、「制約条件」や「修正条件」を加味して、現実的な複数のレイアウト(案)を作成していきます。
生産形態(多品種少量生産/少品種多量生産)
「生産形態」は、製品の種類の多さやその生産量によって「多品種少量生産」と「少品種多量生産」に分類されます。
「生産形態」の種類によって、最適な設備のレイアウトや種類が異なるほか、生産活動において重視すべき管理項目も異なってきます。
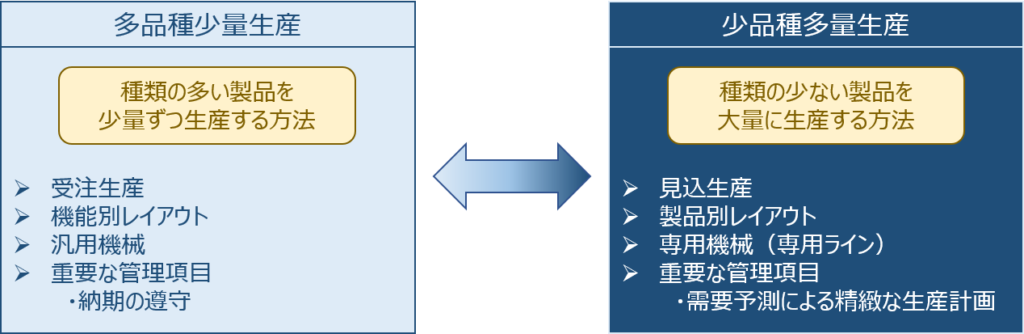
多品種少量生産
「多品種少量生産」とは、種類の多い製品を少量ずつ生産する方法であり、「受注生産」の製品においてよく採用される生産形態です。
製品の種類ごとに加工順序も異なるため、「機能別レイアウト」に配置された「汎用機械」を用いて生産します。
機能別レイアウト(工程別レイアウト/ジョブショップ型)
「多品種少量生産」は、製品の生産経路が複雑であり、顧客からの注文数量や納期が多様であるため、「進捗管理による納期の遵守」を重要な課題として管理する必要があります。
特徴
- 「機能別レイアウト」により「汎用機械」を用いて生産を行う。
- 「納期の遵守」が重要な管理項目である。
少品種多量生産
「少品種多量生産」とは、種類の少ない製品を大量に生産する方法であり、「見込生産」の製品においてよく採用される生産形態です。
定められた加工順序に基づいて生産が行われるため、「製品別レイアウト」に配置された「専用機械(専用ライン)」を用いて連続的に生産します。
製品別レイアウト(フローショップ型)

「少品種多量生産」は、効率的な生産体制の確立が重要であるため、「需要予測による生産計画の策定」を重要な課題として管理する必要があります。
特徴
- 「製品別レイアウト」により「専用機械(専用ライン)」を用いて生産を行う。
- 「需要予測による生産計画の策定」が重要な管理項目である。
試験問題
それでは、実際の試験問題を解いてみます。
【平成27年度 第5問】
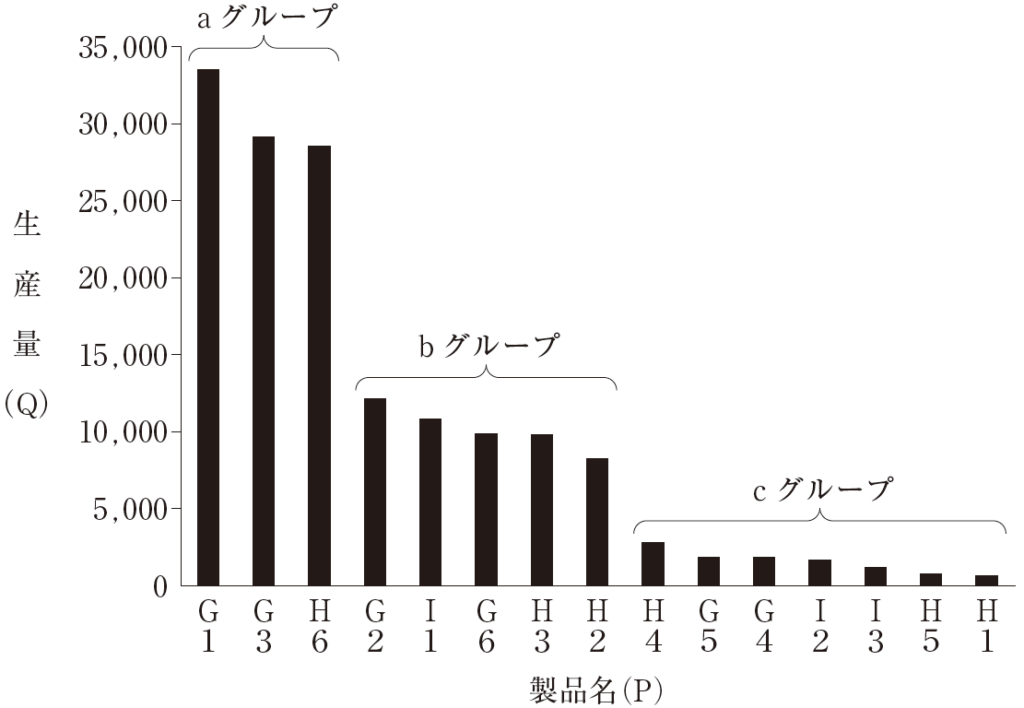
ある工場では15種類の製品を生産している。これらの製品についてのPQ分析を行ったところ、下図のような結果が得られた。
この図に示すa、b、cの各グループに適した設備レイアウトを次の①〜③の中から選択する場合に、最も適切な組み合わせを次ページの解答群から選べ。
【選択する設備レイアウト】
① 工程別レイアウト
② グループ別レイアウト
③ 製品別レイアウト
[解答群]
ア a:① b:② c:③
イ a:② b:① c:③
ウ a:③ b:① c:②
エ a:③ b:② c:①
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
「SLP」の「PQ分析」に関する知識を問う問題です。
「PQ分析」とは、「製品(Product)」と「生産量(Quantity)」の関係をグラフで示し、製品の生産形態から、最適な工場レイアウトを決定する分析手法です。
横軸に「製品(Product)」を、縦軸に「生産量(Quantity)」を取り、生産量の多い製品を左から順に並べて作成します。
「生産形態」は、製品の種類の多さやその生産量によって「多品種少量生産」と「少品種多量生産」に分類され、その種類によって最適な設備のレイアウトなどの特徴が異なります。
したがって、各グループと選択する設備レイアウトの関係性は以下の通りです。
| グループ | 生産形態 | 最適な設備レイアウト |
| a | 少品種大量生産 | ③ 製品別レイアウト |
| b | 中品種中量生産 | ② グループ別レイアウト |
| c | 多品種少量生産 | ① 工程別レイアウト(機能別レイアウト) |
答えは(エ)です。
コメント