今回は、「運営管理 ~R2-20 評価と更新(3)設備総合効率~」について説明します。
目次
運営管理 ~令和2年度一次試験問題一覧~
令和2年度の試験問題に関する解説は、以下のページを参照してください。
設備総合効率 -リンク-
本ブログにて「設備総合効率」について説明しているページを以下に示しますのでアクセスしてみてください。
設備総合効率
「設備総合効率」とは、生産設備の稼働効率を示す指標であり、その数値が高いほど生産設備の稼働効率が優れていることを表しています。
「設備総合効率」は「時間稼働率」「性能稼働率」「良品率」の3つの指標から構成されています。
- 時間稼働率
設備を利用できる時間(負荷時間)のうち、設備が稼働していた時間(稼働時間)の割合を表す指標 - 性能稼働率
設備が稼働していた時間(稼働時間)のうち、実際に製品を加工した稼働時間(正味稼働時間)の割合を表す指標 - 良品率
実際に製品を加工した稼働時間(正味稼働時間)のうち、良品を生産した稼働時間(価値稼働時間)の割合を表す指標
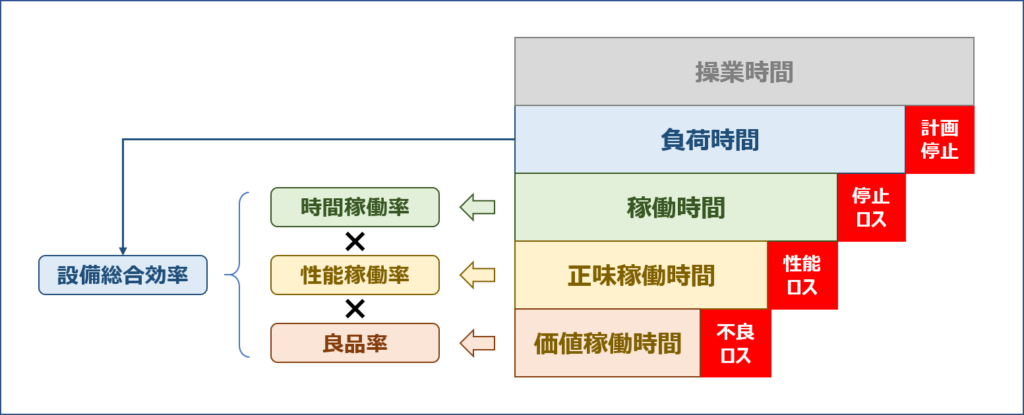
時間の定義
- 負荷時間
設備を利用できる時間(操業時間からあらかじめ計画された設備停止時間を控除して算出) - 稼働時間
設備が稼働していた時間(負荷時間から計画外の設備停止時間を控除して算出) - 正味稼働時間
実際に製品を加工した稼働時間(稼働時間からチョコ停・空転・速度低下などにより製品を加工していなかった時間を控除して算出) - 価値稼働時間
良品を生産した稼働時間(正味稼働時間から不適合品の加工に要した時間を控除して算出)
設備総合効率の算出方法
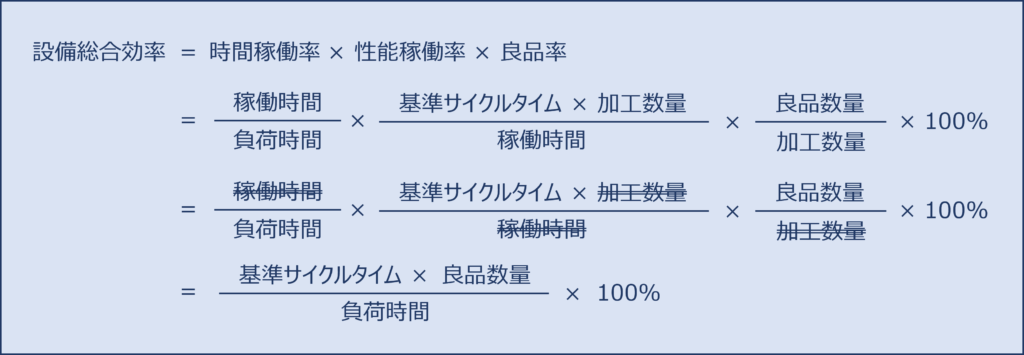
「設備総合効率」は「時間稼働率」「性能稼働率」「良品率」の3つの指標を乗じて算出します。

「設備総合効率」は「設備を利用できる時間(負荷時間)」に対する「良品を生産した稼働時間(価値稼働時間)」の割合を表しているため、以下の公式により算出することもできます。
「価値稼働時間」は良品を生産した稼働時間であるため、製品が産出される時間間隔である「基準サイクルタイム」に「良品数量」を乗じて算出します。

「時間稼働率」「性能稼働率」「良品率」の算出方法は後述しますが、上述した2つの公式を変換する流れを以下に示します。
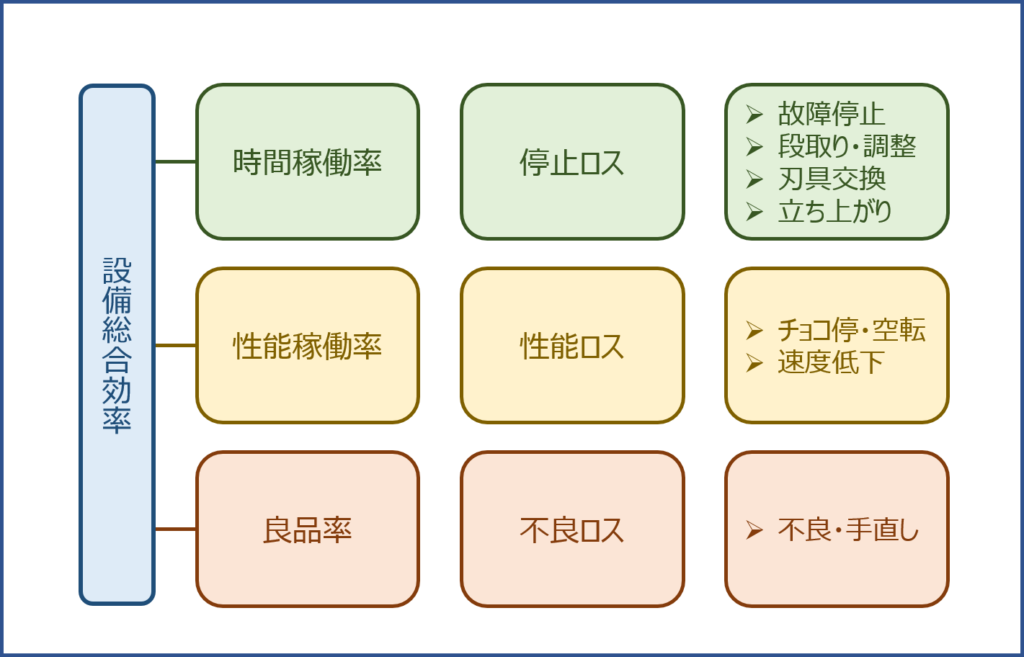
設備の効率化を阻害する7大ロスとの関係
生産の効率化を阻害するロスとして全部で16種類が定義されており、そのうち「設備の効率化を阻害するロス」は7種類とされています。
「時間稼働率」「性能稼働率」「良品率」と「設備の効率化を阻害する7大ロス」の関係を以下に示します。
時間稼働率
「時間稼働率」とは「設備を利用できる時間(負荷時間)」のうち「設備が稼働していた時間(稼働時間)」の割合を表す指標のことをいいます。
「設備が稼働していた時間(稼働時間)」は「設備を利用できる時間(負荷時間)」から「計画外の設備停止時間(停止ロス)」を控除した時間を表しています。

性能稼働率
「性能稼働率」とは「設備が稼働していた時間(稼働時間)」のうち「実際に製品を加工した稼働時間(正味稼働時間)」の割合を表す指標のことをいいます。
「実際に製品を加工した稼働時間(正味稼働時間)」は「設備が稼働していた時間(稼働時間)」から「チョコ停・空転・速度低下などにより設備が稼働してはいたが製品を加工していなかった時間(性能ロス)」を控除した時間を表しています。
「実際に製品を加工した稼働時間(正味稼働時間)」は、製品1個を加工するための時間である「基準サイクルタイム」に製品の「加工数量」を乗じて算出します。

良品率
「良品率」とは「実際に製品を加工した稼働時間(正味稼働時間)」のうち「良品を生産した稼働時間(価値稼働時間)」の割合を表す指標のことをいいます。
「良品を生産した稼働時間(価値稼働時間)」は「実際に製品を加工した稼働時間(正味稼働時間)」から「不適合品の加工に要した時間(不良ロス)」を控除した時間を表しています。
「良品率」は、時間を用いて算出するのではなく、「加工数量」に対する「良品数量(加工数量 - 不良数量)」の割合として算出します。

不適合品率
「不適合品」とは、既定の要求事項を満たしていない製品(不良品)のことをいいます。
「不適合品率」は、「加工数量」に対する既定の要求事項を満たしていないと判断された製品(不良品)の数である「不良数量」の割合として算出します。
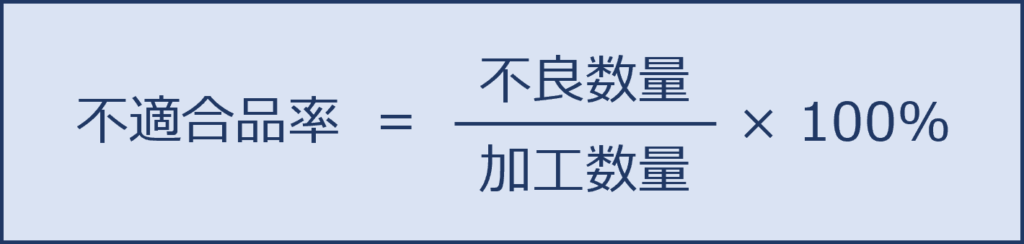
「良品率」と「不適合品率」には以下の関係が成立します。
試験問題
それでは、実際の試験問題を解いてみます。
【令和2年度 第20問】
設備総合効率に関する記述として、最も適切なものはどれか。
ア 作業方法を変更して段取時間を短縮すると、性能稼働率が向上する。
イ 設備の立ち上げ時間を短縮すると、時間稼働率が低下する。
ウ チョコ停の総時間を削減すると、性能稼働率が向上する。
エ 不適合率を改善すると、性能稼働率が低下する。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
「設備総合効率」に関する知識を問う問題です。
「設備総合効率」とは、生産設備の稼働効率を示す指標であり、その数値が高いほど生産設備の稼働効率が優れていることを表しています。
「設備総合効率」は「時間稼働率」「性能稼働率」「良品率」の3つの指標を乗じて算出します。
生産の効率化を阻害するロスとして全部で16種類が定義されており、そのうち「設備の効率化を阻害するロス」は7種類とされています。
「時間稼働率」「性能稼働率」「良品率」と「設備の効率化を阻害する7大ロス」の関係を以下に示します。
(ア) 不適切です。
段取時間を短縮すると「停止ロス」が短縮され、「設備を利用できる時間(負荷時間)」のうち「設備が稼働していた時間(稼働時間)」の割合を表す指標である「時間稼働率」が向上します。
したがって、作業方法を変更して段取時間を短縮すると「性能稼働率」ではなく「時間稼働率」が向上するため、選択肢の内容は不適切です。
(イ) 不適切です。
設備の立ち上げ時間を短縮すると「停止ロス」が短縮され、「設備を利用できる時間(負荷時間)」のうち「設備が稼働していた時間(稼働時間)」の割合を表す指標である「時間稼働率」が向上します。
したがって、設備の立ち上げ時間を短縮すると「時間稼働率」は低下するのではなく向上するため、選択肢の内容は不適切です。
(ウ) 適切です。
チョコ停の総時間を削減すると「性能ロス」が短縮され、「設備が稼働していた時間(稼働時間)」のうち「実際に製品を加工した稼働時間(正味稼働時間)」の割合を表す指標である「性能稼働率」が向上します。
したがって、チョコ停の総時間を削減すると「性能稼働率」が向上するため、選択肢の内容は適切です。
(エ) 不適切です。
不適合率を改善を削減すると「不良ロス」が削減され、「実際に製品を加工した稼働時間(正味稼働時間)」のうち「良品を生産した稼働時間(価値稼働時間)」の割合を表す指標である「良品率」が向上します。
したがって、不適合率を改善すると「性能稼働率」が低下するのではなく「良品率」が向上するため。選択肢の内容は不適切です。
答えは(ウ)です。
コメント