今回は、「事例Ⅲ ~平成26年度 解答例(3)(第2問)~」について説明します。
目次
事例Ⅲ ~平成26年度試験問題一覧~
平成26年度のその他の試験問題に関する解説は、以下のページを参照してください。
作業の標準化・マニュアル化・教育の実施
「作業の標準化・マニュアル化・教育の実施」は、生産現場の作業手順を統一化することによって、作業品質の安定(Q)、生産コストの低減(C)、生産リードタイムの短縮(D)を実現します。
与件文に記述されている問題点
与件文に、以下のような問題点が記述されている場合は、対策として「作業の標準化・マニュアル化・教育の実施」を実施することによって、問題点を解決することができます。
- 作業の標準化やマニュアル化が行われていない。
- 作業者によって作業手順が異なっており、所要時間も変動している。
- 作業者によって技術レベルや作業品質にばらつきがある。
- 作業者の経験に基づき作業を実施している。
- 作業者の判断により作業を実施している。
- 作業のルールが確立されていない。
- 特定の作業者しか機械を操作できない。
対策の実施
「作業の標準化・マニュアル化・教育の実施」の実施手順を以下に示します。
「標準化」⇒「マニュアル化」⇒「教育の実施」という流れとなりますが、文字数制限が厳しいようであれば「教育の実施」は省略しても大丈夫だと考えられます。
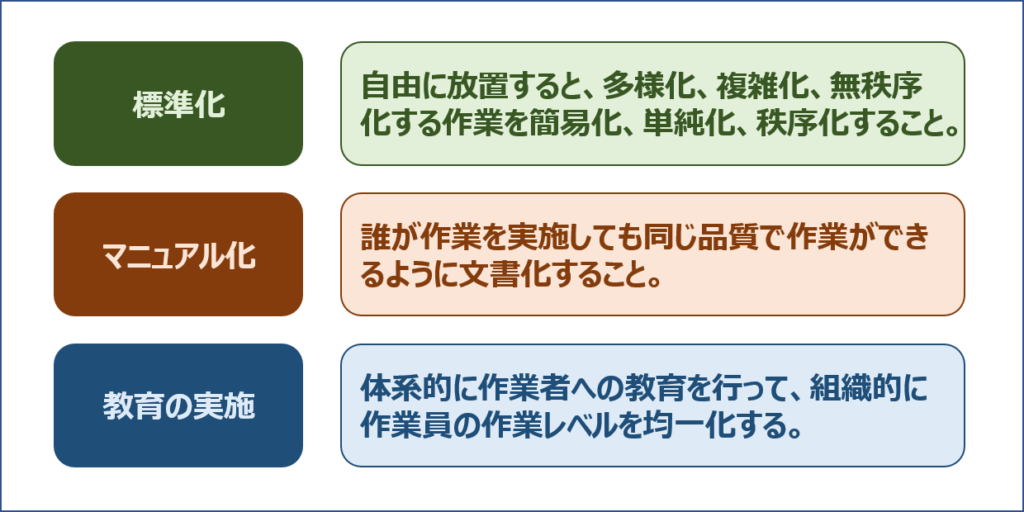
標準化
IE等により、各工程の作業内容や作業手順を洗い出したり、その作業手順の標準時間を測定することによって、作業の標準化を行います。
ポイント
「IE等により」という文言を追加するだけで、採点者から見ると、受験者がIEに関する知識を持っているような印象を与えることができるため、枕詞として入れておくと加点要素となる可能性があります。
マニュアル化
標準化された作業のマニュアルを作成します。
教育の実施
作成したマニュアルを用いて、作業者に体系的に教育することによって、生産現場に作業手順を浸透させていきます。
効果
「作業の標準化・マニュアル化・教育の実施」による効果を以下に示します。
- 無駄な作業を無くすことができるため、誰が作業を実施しても適正な時間(標準時間)で作業を実施することができる。
- 作業者による技術レベルの差をなくすことができるため、作業品質を安定させることができる。
- 作業者を多能工化することができるため、工程間の柔軟な相互支援体制を確立することができる。
- 工程間の柔軟な相互支援体制の確立によって、工程間負荷のバラツキを低減することができるため、生産リードタイムを短縮することができる。
- 工程間の柔軟な相互支援体制の確立によって、工程間負荷のバラツキを低減することができ、無駄な手持ち時間が解消され、残業時間を抑制することができるため、コストを削減することができる。
第2問
第2問(配点20点)
C社の切削工程で問題視されている加工不良率の増加について、その改善を図るために必要な具体的対応策を100字以内で述べよ。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
解答の方向性
第2問では、C社の切削工程の作業方法や設備メンテナンス方法の課題を把握し、問題視されている加工不良率を解決する能力を問われています。
事例Ⅲにおいて、品質の問題が発生している場合は「作業の標準化・マニュアル化・教育の実施」により解決することができるパターンが多いですが、思い込みは禁物なので、与件文をしっかりと読んでから、対応策を解答として取りまとめていきます。
与件文で関連しそうな箇所
与件文では、【C社の生産概要】の後半に記述されています。
複雑な生産計画、資材発注管理、在庫管理に関する記述が多い中で、加工不良率の増加に関する記述は独立しているため、関連している箇所を抜粋しやすい問題です。
問題文の中では、以下の部分が該当します。
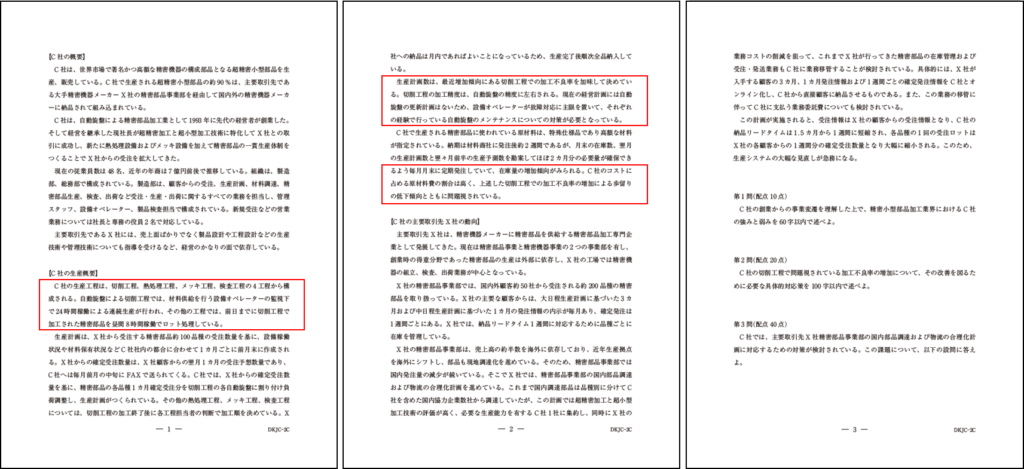
詳細に示すと以下の通りとなります。
与件文において「切削工程での加工不良率の増加」の要因が分析されており、現状把握の結果についても記述されているため、非常にわかりやすい文章です。
「故障対応に主眼を置いて」と「それぞれの経験で実施しているメンテナンス」がポイントであり、そこから加工不良率を改善するための対応策を考えていくこととします。
- C社の生産工程は、切削工程、熱処理工程、メッキ工程、検査工程の4工程から構成される。自動旋盤による切削工程では、材料供給を行う設備オペレーターの監視下で24時間稼働による連続生産が行われ、その他の工程では、前日までに切削工程で加工された精密部品を昼間8時間稼働でロット処理している。
⇒改善を図るために必要な具体的対応策を求められている「切削工程」では、材料供給を行う設備オペレーターの監視下で24時間稼働による連続生産が行われていることが分かります。「設備オペレーター」が作業を実施しているということは作業手順がマニュアル化されていて、設備オペレーターに対してマニュアルによる作業手順の教育が行き届いていることが望ましいと考えられます。
- 生産計画数は、最近増加傾向にある切削工程での加工不良率を加味して決めている。切削工程の加工精度は、自動旋盤の精度に左右される。現在の経営計画には自動旋盤の更新計画はないため、設備オペレーターが故障対応に主眼を置いて、それぞれの経験で行っている自動旋盤のメンテナンスについての対策が必要となっている。
⇒「切削工程での加工不良率の増加」→「切削工程の加工精度の低下」→「自動旋盤の精度の低下」と要因分析ができているため、自動旋盤の精度を向上させれば、切削工程での加工不良率を低減できるということになります。
自動旋盤の精度を向上させるために「故障対応に主眼を置いて」「それぞれの経験で実施しているメンテナンス」に対する対応策を検討していきます。
- C社のコストに占める原材料費の割合は高く、上述した切削工程での加工不良率の増加による歩留りの低下傾向とともに問題視されている。
⇒ここでは、「切削工程での加工不良率の増加」によって「歩留りの低下傾向」という影響が顕在化していることが分かります。
「C社のコストに占める原材料費の割合は高く」という記述は「第3問(設問1)」で解答に取り入れていきます。
対応策
対応策について検討していきますが、問題文において「加工不良率の増加の改善を図るために必要な具体的対応策」と求められているため、解答の締めの言葉は、加工不良率が増加している問題の根本的な原因に対する対応策として「自動旋盤の精度を向上させる。」という表現が良いと考えます。
「故障対応に主眼を置いて」
設備オペレーターが故障対応に主眼を置いてメンテナンスを実施しているということは、故障が発生してからメンテナンスを実施しているということであるため、切削工程での加工不良が発生していることに気付いてからメンテナンスを実施しているという状況であることを示しています。
つまり、故障予防に主眼を置いて、故障が発生するよりも前にメンテナンスを行うルール等を定めておけば切削工程での加工不良率を低減できると考えられます。
- 故障予防に主眼を置いた自動旋盤のメンテナンス実施頻度等に関する基準を設定する。
「それぞれの経験で実施しているメンテナンス」
与件文において「作業が属人的になっている」ことを示唆する記述がある場合は、「作業の標準化・マニュアル化・教育の実施」が有効な対応策です。
文字数制限に余裕がない場合は「作業の標準化・マニュアル化」まで記述できれば良いと思いますが、今回の問題では文字数制限に余裕があるので「教育の実施」まで触れておきます。
- IE等により、メンテナンス作業手順の標準化・マニュアル化を行い、設備オペレーターに対してマニュアルによる作業手順の教育を行う。
ポイント
「IE等により」という文言を追加するだけで、採点者から見ると、受験者がIEに関する知識を持っているような印象を与えることができるため、枕詞として入れておくと加点要素となる可能性があります。
解答例
ここまでに整理してきた内容に基づき、100文字以内にまとめます。
| 対応策として、故障予防に主眼を置いた自動旋盤のメンテナンス実施頻度等に関する基準の設定と、IE等によるメンテナンス作業手順の標準化・マニュアル化と設備オペレーター教育によって、自動旋盤の精度を向上させる。(100文字) |
コメント