今回は、「運営管理 ~H29-16 IE/作業研究(7)標準時間~」について説明します。
目次
運営管理 ~平成29年度一次試験問題一覧~
平成29年度の試験問題に関する解説は、以下のページを参照してください。
標準時間
「標準時間」とは「標準的なスキルを持つ作業者が、決められた作業条件のもとで、決められた方法と設備を用いて作業を行うのに必要な時間」です。
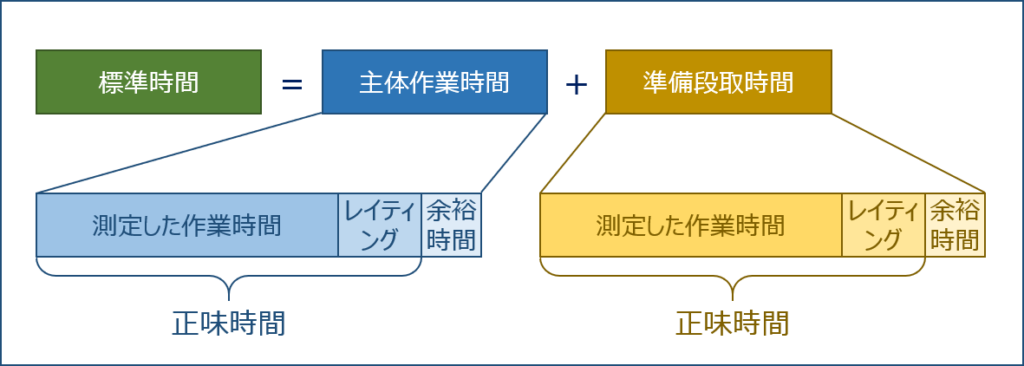
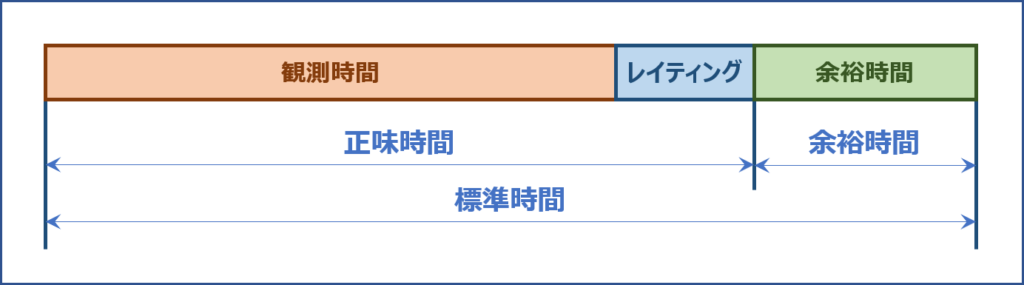
「標準時間」は、生産計画を策定する上で基準となる作業時間であり、「主体作業時間」と「準備段取作業時間」から構成されます。
また、「主体作業時間」と「準備段取作業時間」は、それぞれ「正味時間(作業時間)」と「余裕時間」を合計して設定します。
標準時間
その仕事に適性をもち、習熟した作業者が、所定の作業条件のもとで、必要な余裕をもち、正常な作業ペースによって仕事を遂行するために必要とされる時間。(JISZ8141-5502)
正味時間
「正味時間」とは、決められた手順により行う「最小作業単位の時間」のことをいいます。
正味時間
主体作業、準備段取作業を遂行するために直接必要な時間。(JISZ8141-5503)
余裕時間
「余裕時間」は、機械への注油や工具の交換など不規則、偶発的に発生する作業(作業余裕)や、機械故障や朝礼など管理上の理由により発生する作業(職場余裕)といった「管理余裕時間」と、作業者の疲れを回復するための時間(疲労余裕)や、作業者の生理的な理由により発生する時間(用達余裕)といった「人的余裕時間」で構成されています。
「余裕時間」は、作業を実施するためには避けられない時間であるため「標準時間」に見込んでおく必要があります。
余裕時間
作業を遂行するために必要と認められる遅れの時間。(JISZ8141-5504)
余裕率
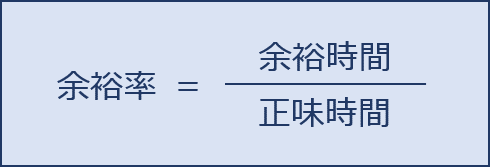
「余裕率」とは、標準時間または正味時間に占める余裕時間の割合のことをいいます。
作業単位ごとに発生する「余裕時間」を求めることはできないため「正味時間」と「余裕率」から「標準時間」を算出していきます。
「余裕率」の算出方法には「外掛け法」と「内掛け法」の2種類があります。
外掛け法
外掛け法の「余裕率」は、以下の公式により算出することができます。
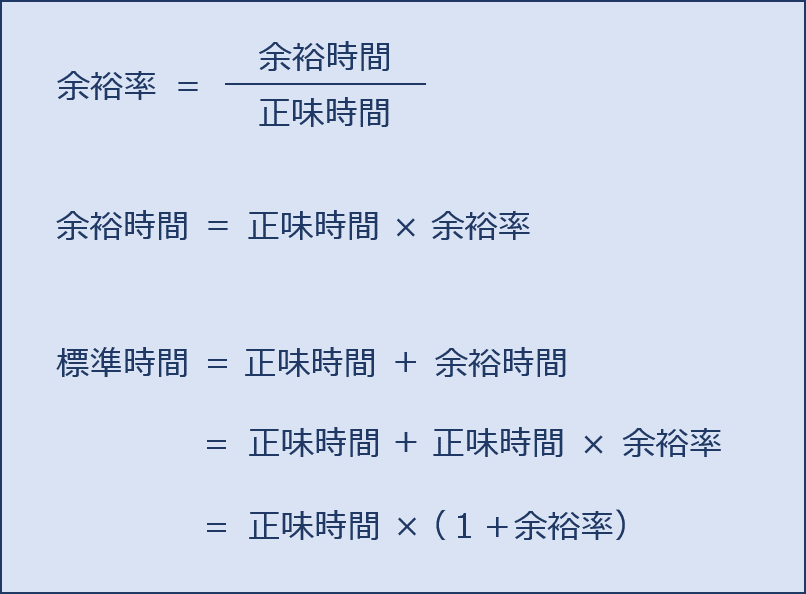
外掛け法で算出した「余裕率」から「標準時間」を算出する公式を以下に示します。

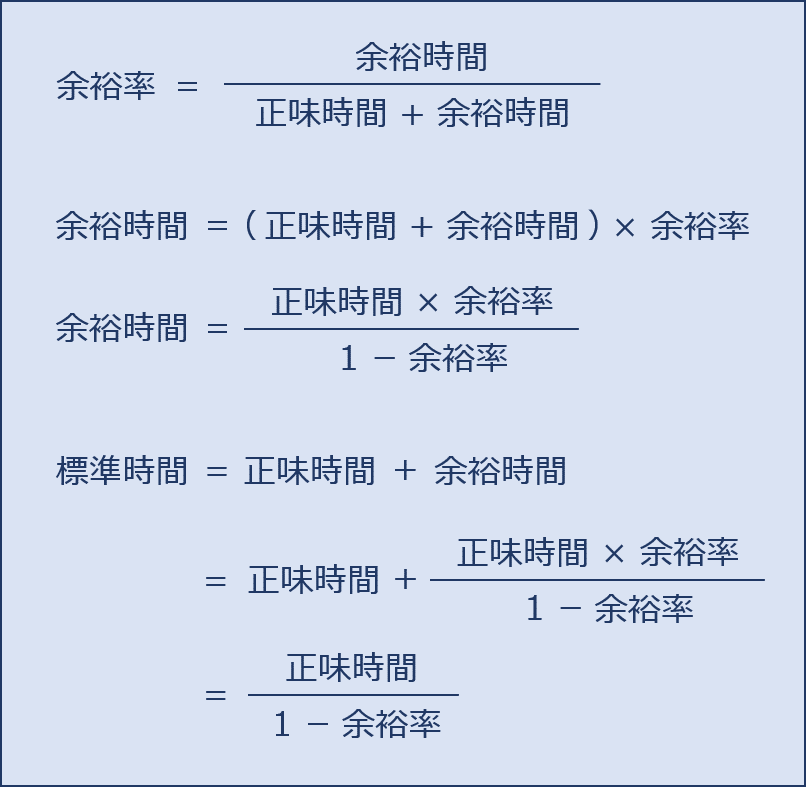
「標準時間」の公式に関する算出過程を以下に示します。
内掛け法
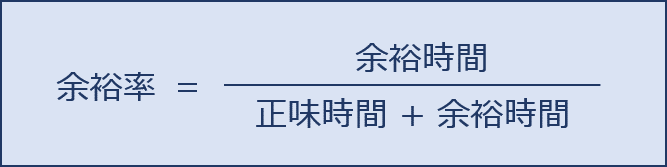
内掛け法の「余裕率」は、以下の公式により算出することができます。
内掛け法で算出した「余裕率」から「標準時間」を算出する公式を以下に示します。
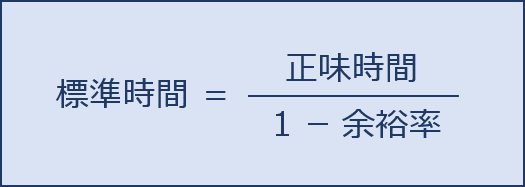
「標準時間」の公式に関する算出過程を以下に示します。
試験問題
それでは、実際の試験問題を解いてみます。
【平成29年度 第16問】
ある作業者が第1作業として穴あけ作業、第2作業として曲げ作業を行う金属加工工程において、時間分析とワークサンプリングを実施した。時間分析は正味時間を計測する目的で行われ、下表はその結果を示している。また、ワークサンプリングは余裕率を算定する目的で行われ、延べ500回の計測の中で余裕に該当するサンプルが50個得られた。
この工程で1個の部品を製造するための標準時間(分/個)として、最も適切なものを下記の解答群から選べ。
表 時間分析の結果
作業内容 レイティング前の
平均作業時間(分/個)レイティング値 穴あけ作業 1.2 110 曲げ作業 1.5 80
[解答群]
ア 2.80
イ 2.97
ウ 3.00
エ 3.08
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
「標準時間」の算出方法に関する知識を問う問題です。
「時間分析」により測定した「平均作業時間(観測時間)」と「レイティング係数」から「正味時間」を算出した後、「ワークサンプリング法」により測定した「余裕率」から「標準時間」を算出していきます。
正味時間の算出
「時間分析」により測定した「平均作業時間(観測時間)」と「レイティング係数」から「正味時間」を算出します。
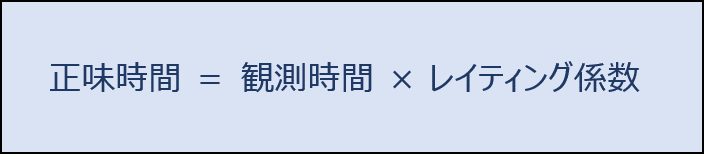
「平均作業時間(観測時間)」から「正味時間」を算出するための公式は以下の通りです。
まずは、「穴あけ作業」と「曲げ作業」の「正味時間」を算出した後、「金属加工工程」全体の「正味時間」を算出します。
- 穴あけ作業
1.2分/個 × 110% = 1.32分/個 - 曲げ作業
1.5分/個 × 80% = 1.2分/個 - 金属加工工程
穴あけ作業:1.32分/個 + 曲げ作業:1.2分/個 = 2.52分/個
レイティング
時間観測時の作業速度を基準とする作業速度と比較・評価し、レイティング係数によって観測時間の代表値を正味時間に修正する一連の手続き。
備考 正味時間は、レイティング係数(rating factor)を用いて次の式で表される。
レイティング係数=基準とする作業ペース/観測作業ペース
正味時間=観測時間の代表値×レイティング係数(JISZ8141-5508)
標準時間の算出
「時間分析」により測定したデータから算出した「正味時間」と「ワークサンプリング法」により測定した「余裕率」から「標準時間」を算出していきます。
「余裕率」の算出方法には「外掛け法」と「内掛け法」の2種類がありますが、問題文において「延べ500回の計測の中で余裕に該当するサンプルが50個得られた」とあるため、「内掛け法」により「標準時間」を算出していきます。
内掛け法
内掛け法の「余裕率」は、以下の公式により算出することができます。
内掛け法で算出した「余裕率」から「標準時間」を算出する公式を以下に示します。
「ワークサンプリング法」により算出した「余裕率(内掛け法)」と、「時間分析」により算出した「正味時間」から、「標準時間」を算出します。
- 余裕率(内掛け法)
50回 ÷ 500回 = 10% - 標準時間
正味時間:2.52分/個 ÷( 1 - 余裕率:10% )= 2.80分/個
答えは(ア)です。
コメント