今回は、「運営管理 ~H30-8 生産の合理化・改善(1)生産現場の改善~」について説明します。
目次
運営管理 ~平成30年度一次試験問題一覧~
平成30年度の試験問題に関する解説は、以下のページを参照してください。
連合作業分析
「連合作業分析」とは「IE(作業研究)-方法研究-動作研究-作業系列」で採用される分析手法であり、作業者や機械による作業を効率化するために、時間の経過に合わせた作業内容の関連性を「ECRSの原則」に従って分析することによって、作業サイクルの時間短縮、作業者や機械の稼働率向上、配置人員数の削減を実現することを目的としています。
「連合作業分析」は、人が機械を使って行う作業内容の関連性を分析する「人・機械分析」と、複数の作業者が協同して行う作業内容の関連性を分析する「組作業分析」に大別されます。
ECRSの原則(改善の4原則)
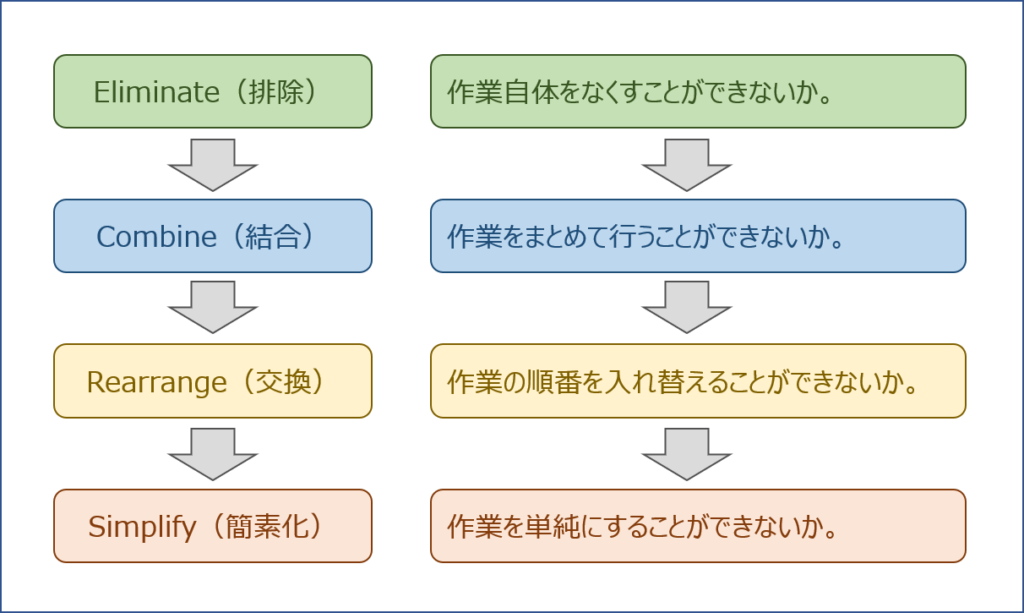
「ECRSの原則」は、生産活動の作業効率を改善するために検討すべき観点とその順番を示しており、Eliminate(排除)、Combine(結合)、Rearrange(交換)、Simplify(簡素化)という4つの観点の頭文字から構成されています。
「ECRSの原則」を活用して、作業自体をなくしたり(E)、作業をまとめて行ったり(C)、作業の順番を入れ替えたり(R)、作業を単純化する(S)といった方法で、生産活動における作業効率を改善していきます。
人・機械分析
「人・機械分析」では、「機械が作業している間の作業者の手待ち」や「作業者が作業している間の機械の停止・空転」といったポイントに着目して改善することによって、作業の効率化を図っていきます。
「人・機械分析」では、作業者が機械を使って行う作業内容を時系列で整理した「マン・マシンチャート」を作成して、作業者と機械の稼動状況に関する問題点を分析します。
マン・マシンチャートの例
例として、平成30年度の事例Ⅲの問題において与えられた「マン・マシンチャート」を以下に示します。作業者と成形機(2台)の稼働状況を時系列で整理することで、作業者と設備の待ち時間が多く稼働率が低い状況となっていることが一目で分かります。
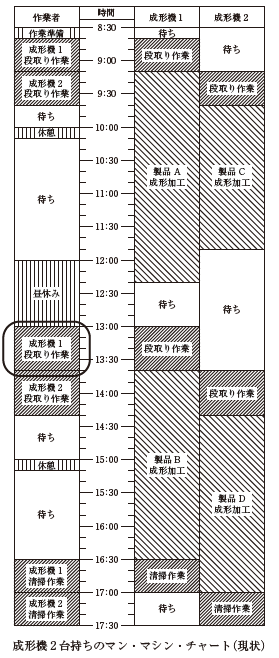
引用元 中小企業診断士試験 平成30年度 事例Ⅲ問題 より
組作業分析
複数の作業者が協同して行う作業を「組作業」といいます。
「組作業分析」では、複数の作業者で実施している「組作業」における作業者相互の稼働関係を記録した結果から、作業方法や人員配置の見直しを行い、作業者が受け持つ作業量の不均衡や手待ちの是正を行うことによって、作業の効率化を図っていきます。
連合作業分析
人と機械、二人以上の人が協同して作業を行う時、その共同作業の効率を高めるための分析手法。(JISZ8141-5213)
標準時間
「標準時間」とは「標準的なスキルを持つ作業者が、決められた作業条件のもとで、決められた方法と設備を用いて作業を行うのに必要な時間」です。
「標準時間」は、生産計画を策定する上で基準となる作業時間であり、「主体作業時間」と「準備段取作業時間」から構成されます。
また、「主体作業時間」と「準備段取作業時間」は、それぞれ「正味時間(作業時間)」と「余裕時間」を合計して設定します。
標準時間設定法
標準時間を設定するには、ストップウォッチ法、PTS法、標準時間資料法、実績資料法、経験見積法といった方法があります。
PTS法
「PTS法」は、人間による作業を「基本動作(微動作)」に分解してから、あらかじめ定められた「基本動作(微動作)」の単位時間を積み上げることによって、机上で理論的に標準時間を算出する方法のことをいいます。
「PTS法」は、作業を「基本動作(微動作)」まで分解すれば個人差がなくなるという考え方に基づいているため、算出した作業時間を「レイティング係数」で補正する必要はありません。
また、あらかじめ定められた「基本動作(微動作)」の単位時間を積み上げて算出した作業時間は「正味時間」を表しているため、「ワークサンプリング法」によって算出した「余裕率」を加味して「標準時間」を算出する必要があります。
WF法(Work Factor)
「WF法」とは、人間の動作を「指、手、前腕、腕、胴、脚、足」に区分して、これらの各部位の動作距離と動作時間に影響を及ぼす変数を考慮して「動作時間標準表」に基づき作業時間を算出する方法です。
作業時間の決定要因
- 身体の各部位 ~指、手、前腕、腕、胴、脚、足~
- 動作距離
- 重量または抵抗(動作時間に影響を及ぼす変数)
- 人為的な調節(動作時間に影響を及ぼす変数)
- 停止(D)
- 注意(P)
- 方向の調節(S)
- 方向の変更(U)
時間単位
「WF法」で使用する「時間単位」は「WFU(Work Factor Unit)」といい、「1WFU」は以下の式で表されます。
MTM法(Methods Time Measurement)
「WF法」では「作業時間の決定要因」が4つに区分されていますが、「MTM法」では人間の動作を「10の基本動作」に区分します。区分した基本動作に対する「動作の種類、動作の距離、目的物の条件、難易度」を考慮して「MTMデータカード」に基づき作業時間を算出する方法です。
10の基本動作
- 手をのばす(R)
- 運ぶ(M)
- まわす(T)
- 押す(AP)
- つかむ(G)
- 定置する(P)
- 放す(PL)
- 引き離す(D)
- 目の移動(ET)
- 目の焦点合わせ(EF)
時間単位
「MTM法」で使用する「時間単位」は「TMU(Time Measumenet Unit)」といい、「1TMU」は以下の式で表されます。

PTS法
人間の作業を、それを構成する基本動作にまで分解し、その基本動作の性質と条件に応じて、あらかじめ決められた基本となる時間値から、その作業時間を求める方法。
備考 PTS法の代表的手法には、WF法とMTM法とがある。WF(work factor)法は、基本動作、動作距離及び動作時間に影響を及ぼす変数(work factor)、動作距離を考慮して作業時間を求める方法。MTM(methods time measurement)法は、基本動作、動作距離及び条件に応じて作業時間を求める方法。(JISZ8141-5209)
管理図
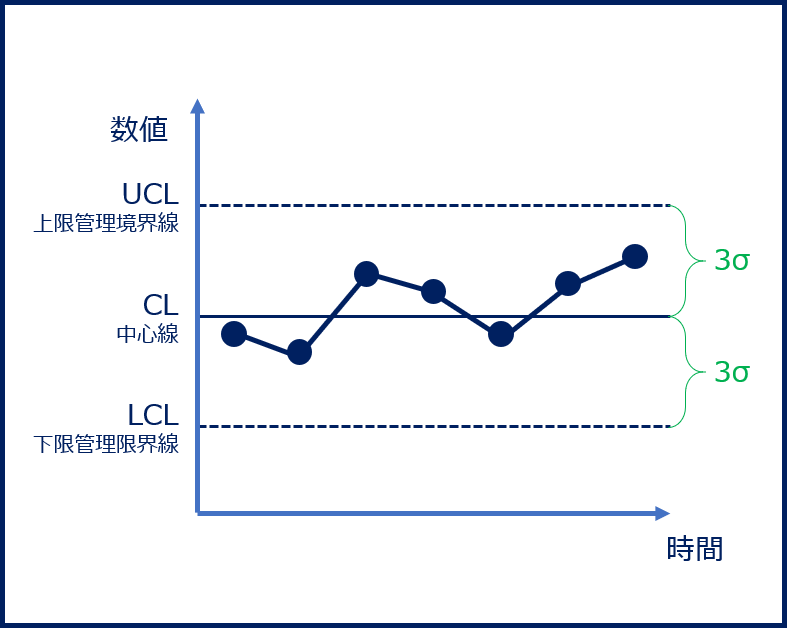
「管理図」とは、「QC7つ道具」の1つであり、工程において発生する「バラツキ」を観測して、工程が「正常な状態(安定な状態)」にあるかどうかを管理するために活用される手法です。
「管理図」では、横軸に「時間」を、縦軸に「中心線(CL)」「上限管理境界線(UCL)」「下限管理限界線(LCL)」を設定した図表に、観測した順に数値をプロットしていくことによって、工程において観測した数値のバラツキを確認します。
工程においては「バラツキ」が必ず発生しますが、その原因が「偶然原因(安定な状態)」によるものか「異常原因(異常な状態)」によるものかを管理して「異常原因(異常な状態)」が発現した場合は適切な処置を実施します。
シュハート管理図(3シグマ法管理図)
「シュハート管理図」とは「3シグマ(3σ)」を管理境界線とする管理図のことをいいます。
一般的に「管理図」というと、その多くは「シュハート管理図」のことを示しています。
バラツキの原因
偶然原因(安定な状態)
「偶然原因」とは、通常時と同じ状態(統計的管理状態)で発生して、その原因を突き止めることができないものをいい、「偶発原因」によるバラツキが発生している場合は、工程が「安定な状態」であることを示しています。
- 点が管理限界線(±3σ)以内で推移している状態
- 点の並び方に癖がない状態
異常原因(異常な状態)
「異常原因」とは、通常時と異なる状態で発生して、その原因を突き止めることができるものをいい、「異常原因」によるバラツキが発生している場合は、工程が「異常な状態」であることを示しており、適切な処置を実施して、再発を防止する必要があります。
- 1点が管理限界線(±3σ)を超えた状態
- 点が中心線より上部または下部に連続して現れる状態
- 点の推移に傾向や周期性がある状態
- 点が管理限界線(±3σ)にしばしば接近する場合
- 点が中心線から離れた箇所に集中して推移する場合
- 点が中心線の近くに集中して推移する場合
試験問題
それでは、実際の試験問題を解いてみます。
【平成30年度 第8問】
NC工作機械5台を2人の作業者でオペレーションしている。ワークの着脱作業は作業者が行う。作業者によってワークが取りつけられプログラムが入力されれば自動的に加工が行われ、終了すると自動的に停止する。現在、この職場では作業者の稼働率が高く、機械が段取待ちで停止していることが多く発生している。
この職場における改善活動に関する記述として、最も適切なものはどれか。
ア 各機械の稼働率を調べるため、管理図を作成した。
イ 機械の停止時間を短くするため、加工時間を短縮する加工方法の検討を行った。
ウ 作業者の持ち台数を検討するため、マン・マシンチャートを作成した。
エ 製品の平均スループットタイムを短くするため、MTM法による分析を行った。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
「生産の合理化・改善」を実施するという前提で、「管理図」「マン・マシンチャート」「MTM法」といった幅広い知識を問う問題です。
この職場で発生している問題は「作業者の稼働率が高く、機械が段取待ちで停止していること」と記述されており、その原因として、以下の2点を推測することができます。
【この職場における問題の原因】
- 作業者1人に割り当てられている機械の台数が多すぎる。
- 段取作業に時間を要している。
この問題を解決するために適切な改善活動を選択します。
(ア) 不適切です。
「管理図」とは、「QC7つ道具」の1つであり、工程において発生する「バラツキ」を観測して、工程が「正常な状態(安定な状態)」にあるかどうかを管理するために活用される手法です。
この職場で発生している「作業者の稼働率が高く、機械が段取待ちで停止していること」という問題を解決するための分析手法としては適していないため、選択肢の内容は不適切です。
(イ) 不適切です。
問題文において、この職場で発生している問題は「作業者の稼働率が高く、機械が段取待ちで停止していること」と記述されています。
機械の停止時間を短くするためには、作業者の稼働率を低減して、機械の段取待ち時間を短くする必要があります。
選択肢に記述されているような「加工時間を短縮する加工方法の検討」を行っても、機械の停止時間を短くすることはできません。仮に、機械による加工時間が短縮されたとしても、作業者の稼働率が低減しなければ、機械の段取待ち時間がさらに長くなることも想定されるため、選択肢の内容は不適切です。
(ウ) 適切です。
問題文において、この職場で発生している問題は「作業者の稼働率が高く、機械が段取待ちで停止していること」と記述されています。
この問題の原因と考えられる「作業者1人に割り当てられている機械の台数が多すぎる」と「段取作業に時間を要している」を解決するために「マン・マシンチャート」を作成して「人・機械分析」を実施することは有効な手段であるため、選択肢の内容は適切です。
「マン・マシンチャート」とは、作業者が機械を使って行う作業内容を時系列で整理したものであり、作業者と機械の稼動状況に関する問題点を抽出するのに役立ちます。
マン・マシンチャートの例
例として、平成30年度の事例Ⅲの問題において与えられた「マン・マシンチャート」を以下に示します。作業者と成形機(2台)の稼働状況を時系列で整理することで、作業者と設備の待ち時間が多く稼働率が低い状況となっていることが一目で分かります。
引用元 中小企業診断士試験 平成30年度 事例Ⅲ問題 より
(エ) 不適切です。
「MTM法」とは、標準時間を設定する「PTS法」の1つの手法です。
「標準時間」とは「標準的なスキルを持つ作業者が、決められた作業条件のもとで、決められた方法と設備を用いて作業を行うのに必要な時間」であり、「主体作業時間」と「準備段取作業時間」から構成されます。
選択肢に記述されている「製品の平均スループットタイム」には、「MTM法」により設定される「標準時間」だけではなく、仕掛品の滞留時間や運搬時間も含まれます。
製品の平均スループットタイムを短くするためには、MTM法による標準時間の分析だけでなく、仕掛品の滞留時間や運搬時間の分析も必要となるため、選択肢の内容は不適切です。
答えは(ウ)です。
コメント