今回は、「運営管理 ~H30-15 IE/作業研究(2)標準時間設定法~」について説明します。
目次
運営管理 ~平成30年度一次試験問題一覧~
平成30年度の試験問題に関する解説は、以下のページを参照してください。
IE(Industrial Engineering:経営工学)
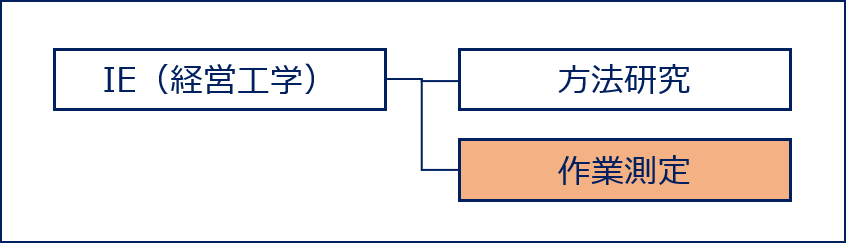
「IE」は「経営工学」と呼ばれ、生産性を向上させる技術として発展してきました。
その中で、工場の生産活動を対象とした改善の技術は「作業研究」と呼ばれ、工程や動作を分析して改善する「方法研究」と稼動状況や標準時間の設定を研究する「作業測定」で構成されています。
インダストリアルエンジニアリング、経営工学
経営目的を定め、それを実現するために、環境(社会環境及び自然環境)との調和を図りながら、人、物(機械、設備、原材料、補助材料及びエネルギー)、金及び情報を最適に設計し、運用し、統制する工学的な技術・技法の体系。(JISZ8141-1103)
作業測定
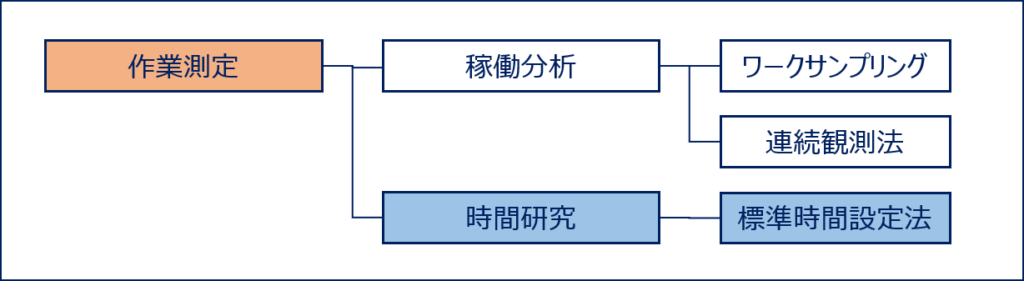
「作業測定」は、さらに「作業者または設備の稼働状況を分析する稼働分析」と「作業の所要時間を分析する時間研究」に分類されます。
「稼働分析」とは、作業または製造方法の実施効率の評価及び標準時間を設定することであり、「時間研究」とは、作業を要素や単位に分割して、その作業を遂行するのに要する時間を測定することです。
作業測定
作業又は製造方法の実施効率の評価及び標準時間を設定するための手法(JISZ8141-5104)
標準時間
「標準時間」とは「標準的なスキルを持つ作業者が、決められた作業条件のもとで、決められた方法と設備を用いて作業を行うのに必要な時間」です。
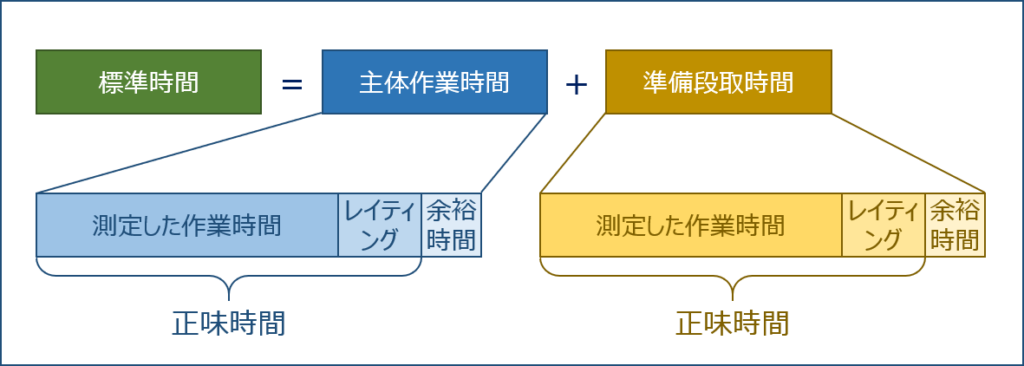
「標準時間」は、生産計画を策定する上で基準となる作業時間であり、「主体作業時間」と「準備段取作業時間」から構成されます。
また、「主体作業時間」と「準備段取作業時間」は、それぞれ「正味時間(作業時間)」と「余裕時間」を合計して設定します。
標準時間
その仕事に適性をもち、習熟した作業者が、所定の作業条件のもとで、必要な余裕をもち、正常な作業ペースによって仕事を遂行するために必要とされる時間。(JISZ8141-5502)
ワークサンプリングにおける作業分類
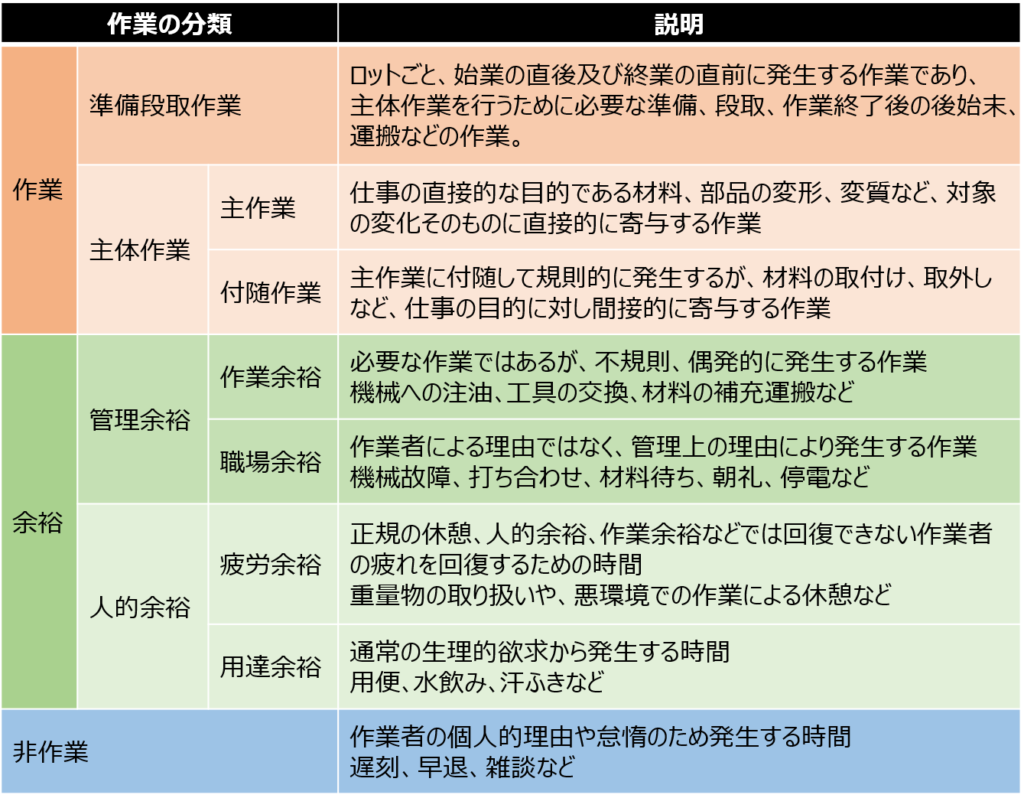
「主体作業時間」「準備段取作業時間」「余裕時間」については、ワークサンプリングにおいて定義された以下の「作業分類」を参考としてください。
正味時間
「正味時間」とは、決められた手順により行う「最小作業単位の時間」のことをいいます。
正味時間
主体作業、準備段取作業を遂行するために直接必要な時間。(JISZ8141-5503)
余裕時間
「余裕時間」は、機械への注油や工具の交換など不規則、偶発的に発生する作業(作業余裕)や、機械故障や朝礼など管理上の理由により発生する作業(職場余裕)といった「管理余裕時間」と、作業者の疲れを回復するための時間(疲労余裕)や、作業者の生理的な理由により発生する時間(用達余裕)といった「人的余裕時間」で構成されています。
「余裕時間」は、作業を実施するためには避けられない時間であるため「標準時間」に見込んでおく必要があります。
余裕時間
作業を遂行するために必要と認められる遅れの時間。(JISZ8141-5504)
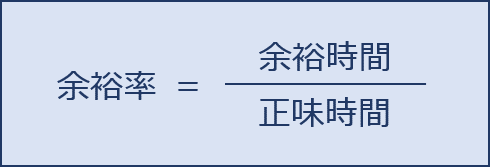
余裕率
「余裕率」とは、標準時間または正味時間に占める余裕時間の割合のことをいいます。
作業単位ごとに発生する「余裕時間」を求めることはできないため「正味時間」と「余裕率」から「標準時間」を算出していきます。
「余裕率」の算出方法には「外掛け法」と「内掛け法」の2種類があります。
外掛け法
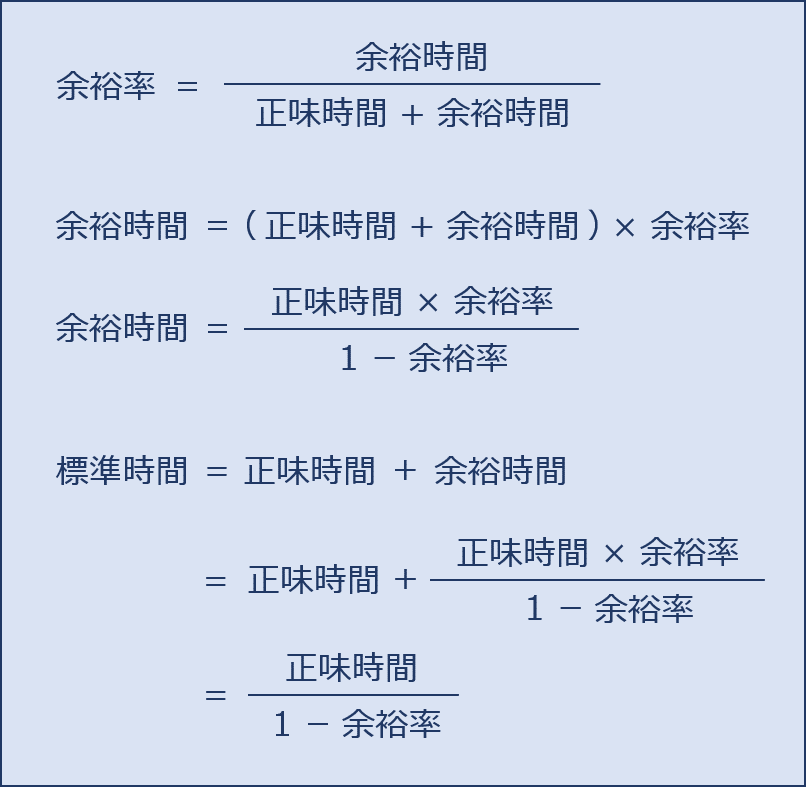
外掛け法の「余裕率」は、以下の公式により算出することができます。
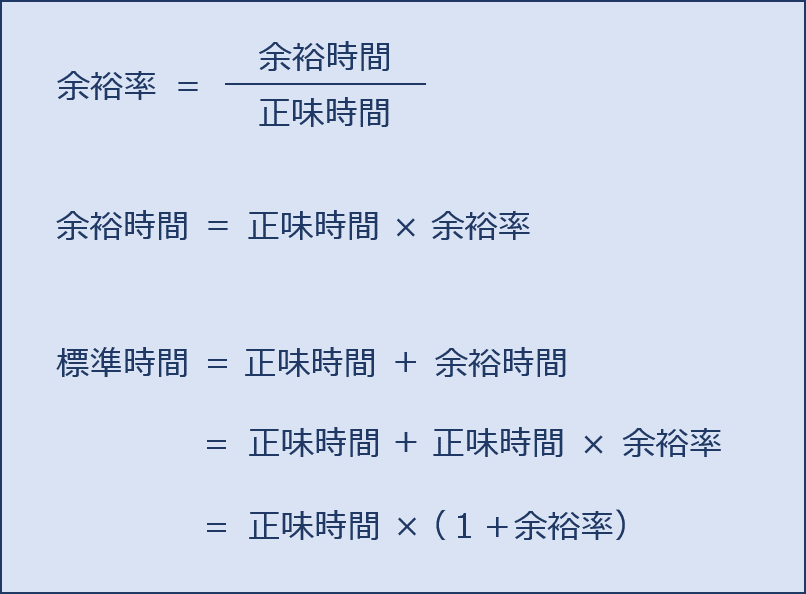
外掛け法で算出した「余裕率」から「標準時間」を算出する公式を以下に示します。

「標準時間」の公式に関する算出過程を以下に示します。
内掛け法
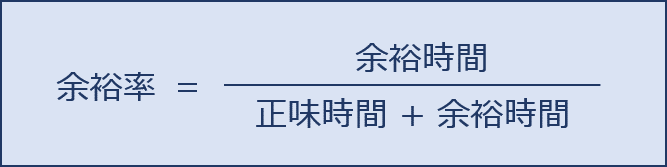
内掛け法の「余裕率」は、以下の公式により算出することができます。
内掛け法で算出した「余裕率」から「標準時間」を算出する公式を以下に示します。
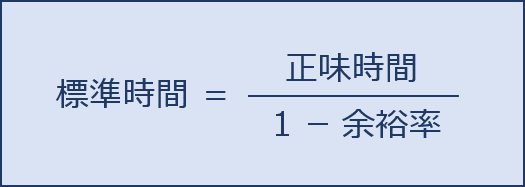
「標準時間」の公式に関する算出過程を以下に示します。
標準時間設定法
標準時間を設定するには、ストップウォッチ法、PTS法、標準時間資料法、実績資料法、経験見積法といった方法があります。
ストップウォッチ法
「ストップウォッチ法」は、実際に作業しているところを観察しながら、ストップウォッチを用いて作業時間の測定を行う方法です。
ストップウォッチを用いて測定した作業時間は、作業者の習熟度によって誤差が生じるため、「レイティング係数」により補正をかけます。
「レイティング係数」により補正をかけた作業時間は「正味時間」のため、ワークサンプリング法によって算出した余裕率を加味して、標準時間を設定する必要があります。
レイティング
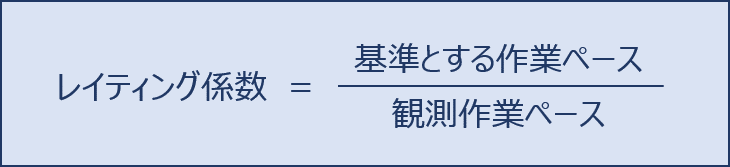
「レイティング」とは、測定した作業時間を「標準的なスキルを持つ作業者が、決められた作業条件のもとで、決められた方法と設備を用いて作業を行うのに必要な時間」に補正する一連の手続きのことをいい、以下の公式により算出することができます。
ストップウォッチ法
作業を要素作業又は単位作業に分割し、ストップウォッチを用いて要素作業又は単位作業に要する時間を直接測定する方法。
備考 ストップウォッチによる時間測定の方法は、測定終了までにストップウォッチを止めないで測定する継続法と、要素作業ごとにストップウォッチを止めて測定する早戻し法、要素作業の連続した組を順次替えながら測定する循環法に大別される。(JISZ8141-5205)
レイティング
時間観測時の作業速度を基準とする作業速度と比較・評価し、レイティング係数によって観測時間の代表値を正味時間に修正する一連の手続き。
備考 正味時間は、レイティング係数(rating factor)を用いて次の式で表される。
レイティング係数=基準とする作業ペース/観測作業ペース
正味時間=観測時間の代表値×レイティング係数(JISZ8141-5508)
習熟
同じ作業を何回も繰り返すことによって、作業に対する慣れ、動作や作業方法の改善によって次第に作業時間が減少していく現象。
備考 横軸に作業の繰返し回数、縦軸に作業時間を取り、作業時間の減少を表した曲線を習熟曲線(learning curve)という。対数線形習熟モデルで習熟曲線を両対数グラフに表すと直線になって、その直線のこう配を習熟係数という。(JISZ8141-5510)
PTS法
「PTS法」は、人間による作業を「基本動作(微動作)」に分解してから、あらかじめ定められた「基本動作(微動作)」の単位時間を積み上げることによって、机上で理論的に標準時間を算出する方法のことをいいます。
「PTS法」は、作業を「基本動作(微動作)」まで分解すれば個人差がなくなるという考え方に基づいているため、算出した作業時間を「レイティング係数」で補正する必要はありません。
また、あらかじめ定められた「基本動作(微動作)」の単位時間を積み上げて算出した作業時間は「正味時間」を表しているため、「ワークサンプリング法」によって算出した「余裕率」を加味して「標準時間」を算出する必要があります。
PTS法
人間の作業を、それを構成する基本動作にまで分解し、その基本動作の性質と条件に応じて、あらかじめ決められた基本となる時間値から、その作業時間を求める方法。
備考 PTS法の代表的手法には、WF法とMTM法とがある。WF(work factor)法は、基本動作、動作距離及び動作時間に影響を及ぼす変数(work factor)、動作距離を考慮して作業時間を求める方法。MTM(methods time measurement)法は、基本動作、動作距離及び条件に応じて作業時間を求める方法。(JISZ8141-5209)
標準時間資料法
「標準時間資料法」とは、作業時間のデータを分類・整理して、時間と変動要因との関係を数式、図、表などにまとめたものを用いて標準時間を設定する方法のことをいいます。
言い回しが難しいですが、測定した作業時間データを蓄積して作業単位ごとに資料化(標準資料)することによって、新たな作業の標準時間を設定する際には、改めて時間観測をしなくても、作業条件に合わせて「標準資料」から時間値を合計して算出することができます。
作業時間を定常要素(定数)と可変要素(変数)に区分して、変動要因と時間値との関係を数式や曲線、数表、計算図表などの形式で整理する必要があるため、標準資料の作成に手間がかかるというデメリットがあります。
標準時間資料法
作業時間のデータを分類・整理して、時間と変動要因との関係を数式、図、表などにまとめたものを用いて標準時間を設定する方法。(JISZ8141-5506)
実績資料法
「実績資料法」とは、過去の作業実績に基づき、作業の類似性を考慮して作業時間を見積もる方法のことをいいます。
標準時間を見積もるための手間は費用がかからないというメリットがありますが、精度が低いというデメリットがあります。
経験見積法
「経験見積法」とは、経験が豊富な熟練工や監督者が過去の経験に基づき作業時間を見積もる方法のことをいいます。
標準時間を見積もる熟練工や監督者の主観が入りやすく、人により設定される作業時間が変動しやすいというデメリットがあります。
試験問題
それでは、実際の試験問題を解いてみます。
【平成30年度 第15問】
新製品を組み立てるための標準時間をPTS(Predetermined Time Standard)法を利用して算定することにした。標準時間を設定するための準備に関する記述として、最も適切なものの組み合わせを下記の解答群から選べ。
a PTS法で算定された標準時間を組立作業を行う作業者の習熟度に応じて調整するために、作業者の組立職場での就業年数を調査した。
b 設備による加工時間を別途付与するために、設備で試加工を実施して加工時間を計測した。
c 標準時間を見積もるための基礎資料を整備するために、既存製品の組立作業に対して時間分析を実施した。
d 試作品を組み立てるための模擬ラインを敷設して、製品組立の標準作業を決定した。
[解答群]
ア aとb
イ aとd
ウ bとc
エ bとd
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
標準時間を設定する方法の1つである「PTS(Predetermined Time Standard)法」に関する知識を問う問題です。
(a) 不適切です。
「組立作業を行う作業者の習熟度に応じて調整するために、作業者の組立職場での就業年数を調査した。」という記述は「レイティング」のことを示しています。
「PTS法」は、人間による作業を「基本動作(微動作)」に分解してから、あらかじめ定められた「基本動作(微動作)」の単位時間を積み上げることによって、机上で理論的に標準時間を算出する方法であり、作業を「基本動作(微動作)」まで分解すれば個人差がなくなるという考え方に基づいているため、算出した作業時間を「レイティング係数」で補正する必要はありません。
「レイティング係数」による補正を行わない「PTS法」では、作業者の組立職場での就業年数を調査する必要はないため、選択肢の内容は不適切です。
(b) 適切です。
製品の生産計画を策定する上で基準となる作業時間を算出するためには、「作業者による作業時間」だけでなく、「設備による加工時間」を別途付与する必要があります。
「設備で試加工を実施して加工時間を計測した」という記述は「設備による加工時間」を測定するために有効な手段であるため、選択肢の内容は適切です。
(c) 不適切です。
「既存製品の組立作業に対して時間分析して、標準時間を見積もるための基礎資料を整備する」という記述は「標準時間資料法における標準資料の整備」のことを示しています。
「PTS法」に関する記述ではないため、選択肢の内容は不適切です。
(d) 適切です。
「標準時間」を設定するためには、あらかじめ「標準作業」を定めておく必要があります。
これは、全ての標準時間設定法に共通する事項であり、「PTS法」にも該当するため、選択肢の内容は適切です。
答えは(エ)です。
コメント