今回は、「事例Ⅲ ~平成30年度 解答例(3)(第2問)~」について説明します。
目次
事例Ⅲ ~平成30年度試験問題一覧~
平成30年度のその他の試験問題に関する解説は、以下のページを参照してください。
第2問
第2問(配点20点)
C社の成形加工課の成形加工にかかわる作業内容(図2)を分析し、作業方法に関する問題点とその改善策を120字以内で述べよ。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
解答の方向性
第2問では、C社の成形加工にかかわる作業内容から問題点を分析してその改善策を提案する能力を問われています。
「第2問」は、あくまで「作業方法」に関する問題点と改善策を解答するよう求められているため、図2で与えられた「マン・マシン・チャート」と「段取り作業内容の詳細」の内容を読み取って、解答を構成していきます。
与件文を読んでいくと、「金型や材料の保管状況」に問題があることが分かりますが、「金型や材料の保管状況」に対する改善策は「第4問」で解答していくこととします。
与件文で関連しそうな箇所
与件文では、【C社の概要】の中盤と【図2 成形加工作業者の一日の作業内容】に記述されています。
【C社の概要】の中盤に、「図2」の説明と段取り作業時間の短縮の重要性が記述されてはいますが、あまり解答に採用できそうな文言はないため、【図2 成形加工作業者の一日の作業内容】に表現されている内容を中心に確認していきます。
問題文の中では、以下の部分が該当します。
詳細に示すと以下の通りとなります。
- 成形機の段取り時間が長時間となっている主な原因は、金型、使用材料などを各置き場で探し、移動し、準備する作業に長時間要していることにある。図2で示す「成形機1の段取り作業内容の詳細」は、製品Aの成形加工作業者が、昼休み直後に行った製品Bのための段取り作業の内容である。金型は顧客からの支給品もまだあり、C社内で統一した識別コードがなく、また置き場も混乱していることから、成形加工課の中でもベテラン作業者しか探すことができない金型まである。また使用材料は、仕入先から材料倉庫に納品されるが、その都度納品位置が変わり探すことになる。
⇒この段落において、「図2」について説明されている箇所以外は、すべて「第4問」の解答で採用すべき内容です。この問題で解答しないように注意してください。
- 顧客企業からは、短納期化、小ロット化、多品種少量化がますます要望される状況にあり、ジャストインタイムな生産に移行するため、C社では段取り作業時間の短縮などの改善によってそれに対応することを会社方針としている。
⇒「段取り作業時間の短縮」によって、ジャストインタイムな生産に対応することが会社方針であると記述されています。
成形機2台持ちのマン・マシン・チャート(現状)
「マン・マシン・チャート」を見ると、作業者の待ち時間の多さと昼休みに設備が稼働していないことが一目で分かります。つまり、作業者と設備の待ち時間が多く稼働率が低い状況となっています。
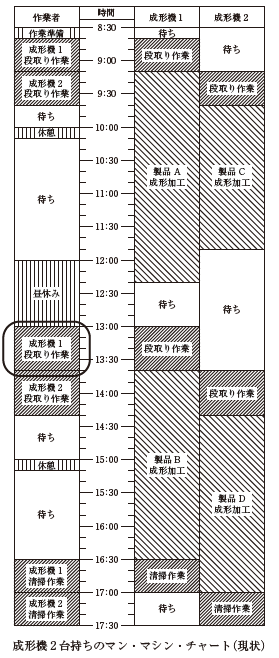
現状の「マン・マシン・チャート」を見ると、始業直後に「成型機1」の「製品Aの成型加工」を実施していますが、改善策として、「成型機2」の「製品Cの成型加工」から作業を開始した方が、昼休み時間帯も、両方の成型機が稼働し続けるため効率的です。
成型機1
「製品Aの成型加工」の開始時刻が9:10から9:40に後ろ倒しされるため、「製品Aの成型加工」の終了時刻も12:20から12:50に後ろ倒しされます。
13:00から「製品Bの成型加工」の「段取り作業」に着手するため、成型機1の非稼働時間が40分から10分に短縮されます。
成型機2
「製品Cの成型加工」の開始時刻が9:40から9:10に前倒しされるため、「製品Cの成型加工」の終了時刻も11:50から11:20に前倒しされます。
昼休み前に、段取り作業を終わらせて「製品Dの成型加工」を開始することができるため、昼休み時間帯も成型機2が稼働し続けます。
成形機1の段取り作業内容の詳細
段取り作業の間は、設備が停止します。できるだけ段取り作業の時間を短くすることで設備の稼働率を向上することができますが、「段取り作業内容の詳細」を見ると、段取り作業の中で行っている「金型や材料の移動」が非効率であると一目で分かります。
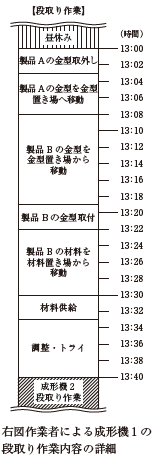
「段取り作業内容」を確認すると、段取り作業の中でどうしても実施せざるを得ない作業は、以下の4点に絞ることができます。
- 製品Aの金型取外し
- 製品Bの金型取付
- 材料供給
- 調整・トライ
上記以外の「金型と材料の移動」については段取り作業の中で実施するのではなく、作業者の「待ち時間」に対応するように変更すれば「段取り作業時間」を40分から16分に短縮することができます。
解答例
ここまでに整理してきた内容に基づき、120文字以内にまとめます。
| 問題点は、作業者と成型機の待ち時間が多く稼働率が低いことである。改善策は、始業直後に成型機2の作業から開始することによって昼休み時間帯に両方の成型機を稼働させることと、作業者の待ち時間に金型や材料を移動して段取り作業時間を短縮することである。(120文字) |
コメント