今回は、「運営管理 ~H30-4 日程計画(1)生産スケジューリング(フローショップ)~」について説明します。
目次
運営管理 ~平成30年度一次試験問題一覧~
平成30年度の試験問題に関する解説は、以下のページを参照してください。
日程計画(生産スケジューリング) -リンク-
本ブログにて「日程計画(生産スケジューリング)」について説明しているページを以下に示しますのでアクセスしてみてください。
- 日程計画(生産スケジューリング)のまとめ
- R4-8 日程計画(10)生産スケジューリング(フローショップ)
- R3-11 日程計画(8)生産スケジューリング(ジョブショップ)
- R1-9 日程計画(4)生産スケジューリング(フローショップ)
生産スケジューリング
「生産スケジューリング」とは、工場で使用可能な生産設備や労働者といった限られた資源の中で、効率的な生産活動を行うために、各種工程の着手時期・終了時期・着手順序・使用設備を決定することをいいます。
「生産スケジューリング」は、生産設備の構成や配列によって、単一機械スケジューリング、フローショップスケジューリング、ジョブショップスケジューリングなどに分類されます。
単一機械スケジューリング
1台のみ配置された設備で、ジョブが一度限り処理が行われて完成するときのスケジュールのことをいいます。
フローショップスケジューリング
「フローショップ」とは「製品別レイアウト」による設備編成の1つであり、すべてのジョブの加工経路が同じ場合、この流れに沿ってそれぞれの工程を編成する方法です。

「フローショップスケジューリング」では、ジョブの待ち状態を少なくすること、設備の稼働率を上げることによって納期を短縮することが最大のポイントとなります。
ジョンソン法
「ジョンソン法」とは、2つの工程が直列に構成された「フローショップ」で複数のジョブを処理する場合に、総処理時間を最短にするジョブの投入順序を決定する手順のことをいいます。
「ジョンソン法」では、「第1工程」の処理時間が短いジョブを先頭から順番に並べ、また「第2工程」には「第2工程」の処理時間が短いジョブを最後から順番に並べていくことによって、ジョブの投入順序を決定していきます。
文章では表現しづらいので、以下に例を示します。
ジョンソン法によるジョブスケジューリングの例
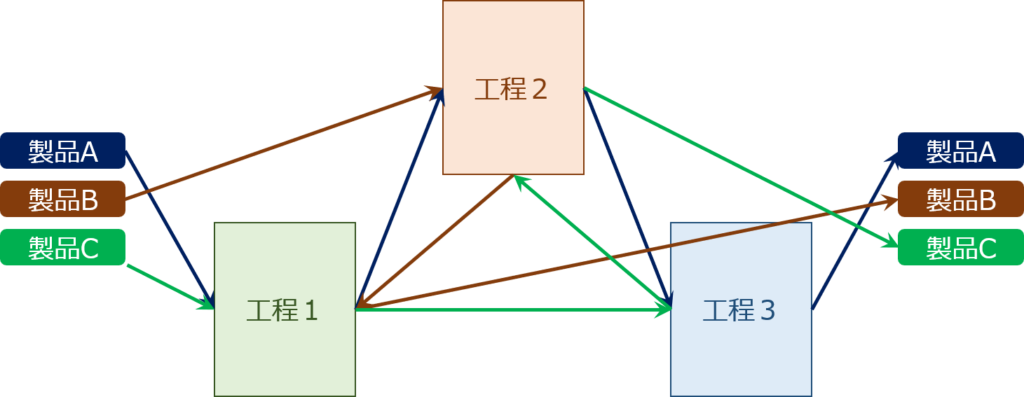
「工程1(前工程)」「工程2(後工程)」が直列に構成された「フローショップ」において「製品A」「製品B」「製品C」を生産する場合に、生産開始してから全ての製品の生産を完了するまでの時間を最短にする製品の生産順序を求めていきます。
| 工程1 | 工程2 | |
| 製品A | 3時間 | 4時間 |
| 製品B | 2時間 | 5時間 |
| 製品C | 6時間 | 1時間 |
ジョンソン法による生産順序の決定
- 全てのジョブの中で処理時間が最も短いのは「製品C」の「工程2(1時間)」である。
「工程2(後工程)」の処理であるため「製品C」を「最後」に生産する。 - 「製品C」を除くジョブの中で処理時間が最も短いなのは「製品B」の「工程1(2時間)」である。
「工程1(前工程)」の処理であるため「製品B」を「最初」に生産する。 - 残った「製品A」は「2番目」に投入する。
- したがって、製品の生産順序は「製品B → 製品A → 製品C」とすることで、生産開始してから全ての製品の生産を完了するまでの時間を最短にすることができる。
最適な製品の生産順序(製品B → 製品A → 製品C)
生産開始してから全ての製品の生産を完了するまでの時間を最短にする製品の生産順序は「製品B → 製品A → 製品C」です。
「製品B → 製品A → 製品C」の場合

最適ではない製品の生産順序
それ以外の順序で製品を生産した場合、「工程2(後工程)」において「待ち時間(何も加工処理をしていない時間)」が発生します。
以下に示すガントチャートにおいて「赤色」で表現している箇所が、最適な生産順序である「製品B → 製品A → 製品C」と比較したときに処理時間を長引かせる原因となっている「待ち時間(何も加工処理をしていない時間)」を示しています。
「ジョンソン法」に詳しくなくても、以下のガントチャートを見れば、最初に「製品B」を生産することが効率的であることは、すぐに分かると思います。
「製品A → 製品B → 製品C」の場合

「製品A → 製品C → 製品B」の場合

「製品B → 製品C → 製品A」の場合

「製品C → 製品A → 製品B」の場合

「製品C → 製品B → 製品A」の場合

ジョブショップスケジューリング
「ジョブショップ」とは「機能別レイアウト」による設備編成の1つであり、すべてのジョブの加工経路が異なる場合に工程を編成する方法です。
「ジョブショップスケジューリング」は、「フローショップ」と比較してジョブの流れが複雑なため、最適なスケジューリングで運用することは相対的に難しいとされています。
試験問題
それでは、実際の試験問題を解いてみます。
【平成30年度 第4問】
ある職場では3種類の製品A、B、Cを製造している。この職場の作業条件は以下に示すとおりである。
<作業条件>
- 各製品は第1工程と第2工程で同じ順序で加工される。
- 各工程では一度加工が始まったら、その製品が完成するまで同じ製品を加工する。
- 工程間の運搬時間は0とする。
- 各製品の各工程における作業時間と納期は下表に示される。
製品 A B C 第1工程 4 1 3 第2工程 5 6 3 納期 17 11 10
また、第1工程において製品をA、B、Cの順に投入した場合のガントチャートは下図のように示され、総所要時間は18時間となる。
この職場に製品がA、C、Bの順で到着した場合の、第1工程における投入順序決定に関する記述として、最も適切なものはどれか。
ア 3つの製品をSPT順に投入すると、総所要時間は15時間である。
イ 3つの製品を到着順に投入すると、総所要時間は14時間である。
ウ 3つの製品を到着順に投入すると、納期遅れはなくなる。
エ 3つの製品を納期順に投入すると、納期遅れはなくなる。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)

考え方と解答
「生産スケジューリング」に関する知識を問う問題です。
すべての製品が「第1工程」と「第2工程」を同じ順番で必ず経由するため「フローショップスケジューリング」に関する問題ですが、ガントチャートさえ書ければ答えを選ぶことができます。
(ア) 適切です。
「SPT(Shortest Processing Time)」とは、「加工時間の短い」製品から投入する方法です。
工程全体の加工時間で比較するのか、直近工程である第1工程の加工時間で比較するのかという疑問が出てきますが、工程全体の加工時間とすると、選択肢(エ)の納期順と同じ順番となってしまうため、第1工程の加工時間を基準に製品を投入していくということになります。
第1工程の加工時間が短い製品から「B→C→A」の順に投入した場合のガントチャートは以下の通りとなります。
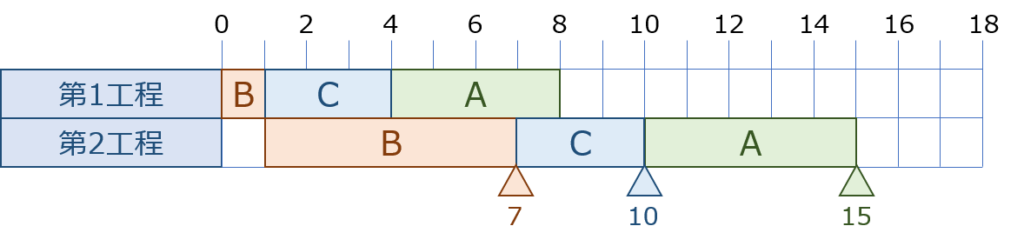
総所要時間は15時間となるため、選択肢の内容は適切です。
なお、問題では求められていませんが、各製品の納期もすべて守ることができます。
| 製品 | A | B | C |
| 納品 | 15 | 7 | 10 |
(イ) 不適切です。
到着した製品から「A→C→B」の順に投入した場合のガントチャートは以下の通りとなります。
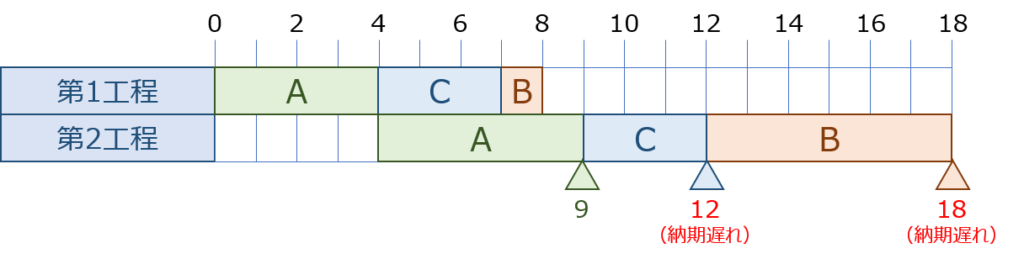
総所要時間は18時間となるため、選択肢の内容は不適切です。
(ウ) 不適切です。
到着した製品から「A→C→B」の順に投入した場合のガントチャートは以下の通りとなります。(選択肢イと同じです。)
「製品B」の完成までに18時間、「製品C」の完成までに12時間を要してしまい、納期を守ることができないため、選択肢の内容は不適切です。
| 製品 | A | B | C |
| 納品 | 9 | 18 | 12 |
(エ) 不適切です。
納期が短い製品から「C→B→A」の順に投入した場合のガントチャートは以下の通りとなります。
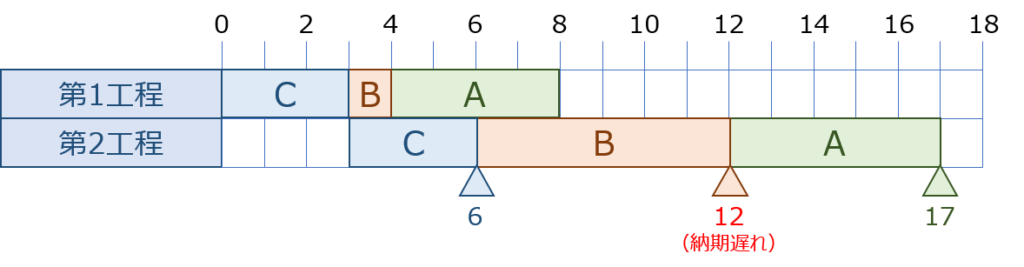
「製品B」の完成までに12時間を要してしまい、納期を守ることができないため、選択肢の内容は不適切です。
| 製品 | A | B | C |
| 納品 | 17 | 12 | 6 |
答えは(ア)です。
コメント