今回は、「事例Ⅲ ~令和元年度 解答例(4)(第3問-設問1)~」について説明します。
目次
事例Ⅲ ~令和元年度試験問題一覧~
令和元年度のその他の試験問題に関する解説は、以下のページを参照してください。
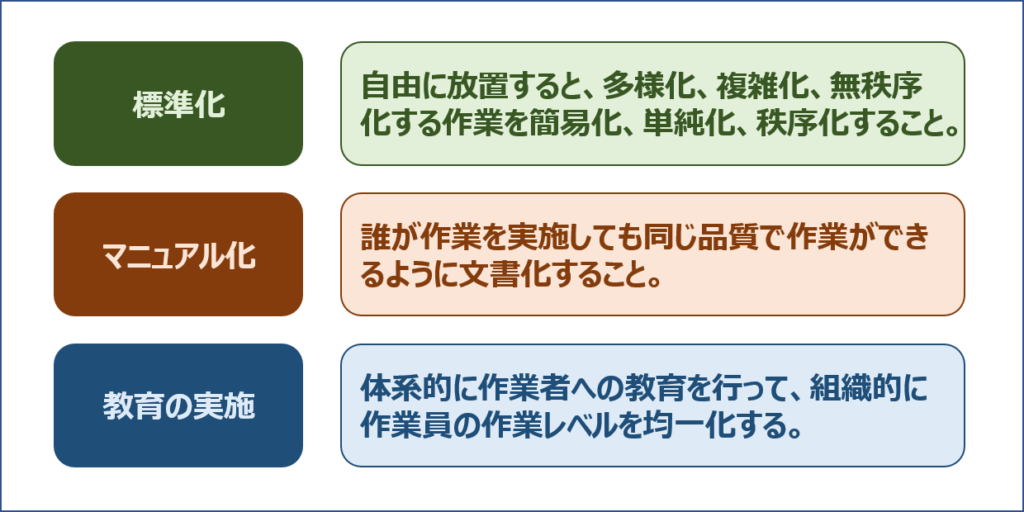
作業の標準化・マニュアル化・教育の実施
「作業の標準化・マニュアル化・教育の実施」は、生産現場の作業手順を統一化することによって、作業品質の安定(Q)、生産コストの低減(C)、生産リードタイムの短縮(D)を実現します。
与件文に記述されている問題点
与件文に、以下のような問題点が記述されている場合は、対策として「作業の標準化・マニュアル化・教育の実施」を実施することによって、問題点を解決することができます。
- 作業の標準化やマニュアル化が行われていない。
- 作業者によって作業手順が異なっており、所要時間も変動している。
- 作業者によって技術レベルや作業品質にばらつきがある。
- 作業者の経験に基づき作業を実施している。
- 作業者の判断により作業を実施している。
- 作業のルールが確立されていない。
- 特定の作業者しか機械を操作できない。
対策の実施
「作業の標準化・マニュアル化・教育の実施」の実施手順を以下に示します。
「標準化」⇒「マニュアル化」⇒「教育の実施」という流れとなりますが、文字数制限が厳しいようであれば「教育の実施」は省略しても大丈夫だと考えられます。
標準化
IE等により、各工程の作業内容や作業手順を洗い出したり、その作業手順の標準時間を測定することによって、作業の標準化を行います。
ポイント
「IE等により」という文言を追加するだけで、採点者から見ると、受験者がIEに関する知識を持っているような印象を与えることができるため、枕詞として入れておくと加点要素となる可能性があります。
マニュアル化
標準化された作業のマニュアルを作成します。
教育の実施
作成したマニュアルを用いて、作業者に体系的に教育することによって、生産現場に作業手順を浸透させていきます。
効果
「作業の標準化・マニュアル化・教育の実施」による効果を以下に示します。
- 無駄な作業を無くすことができるため、誰が作業を実施しても適正な時間(標準時間)で作業を実施することができる。
- 作業者による技術レベルの差をなくすことができるため、作業品質を安定させることができる。
- 作業者を多能工化することができるため、工程間の柔軟な相互支援体制を確立することができる。
- 工程間の柔軟な相互支援体制の確立によって、工程間負荷のバラツキを低減することができるため、生産リードタイムを短縮することができる。
- 工程間の柔軟な相互支援体制の確立によって、工程間負荷のバラツキを低減することができ、無駄な手持ち時間が解消され、残業時間を抑制することができるため、コストを削減することができる。
マシニングセンタ
「マシニングセンタ」とは、工具を自動交換ができ、フライス削り、中ぐり、穴あけ、ねじ立てなど、種々な加工処理を行うことができる工作機械のことをいいます。工具マガジンに多数の切削工具を格納しており、コンピュータ数値制御(CNC)の指令によって自動的に工具を交換して加工処理を行うことができます。
主軸が水平になっているものを「横形マシニングセンタ」、主軸が垂直になっているものを「立形マシニングセンタ」といいます。
セル生産
「セル生産」とは、異なる機能を有する機械で構成した「機械グループ」で工程を編成する生産方式のことをいいます。
なお、異なる機能を有する機械ではなく、類似の機能を有する機械をまとめてグループを構成した配置は「機能別レイアウト」というため、その違いに注意が必要です。
U字ライン
「U字ライン」とは、直線型の生産ラインのように作業者を1つの設備に固定するのではなく、1人の作業者が複数の設備を担当できるように、Uの字型に設備を配置する生産ラインのことをいいます。(複数の作業者が協働して作業を行う場合もある。)
「U字ライン」を採用すると、作業者を多能工化することができ、作業の所要時間や作業者による作業速度の相違による工程間の待ち時間が発生しないため、ラインの編成効率を高めることができますが、作業者に高い習熟度が求められるというデメリットもあります。
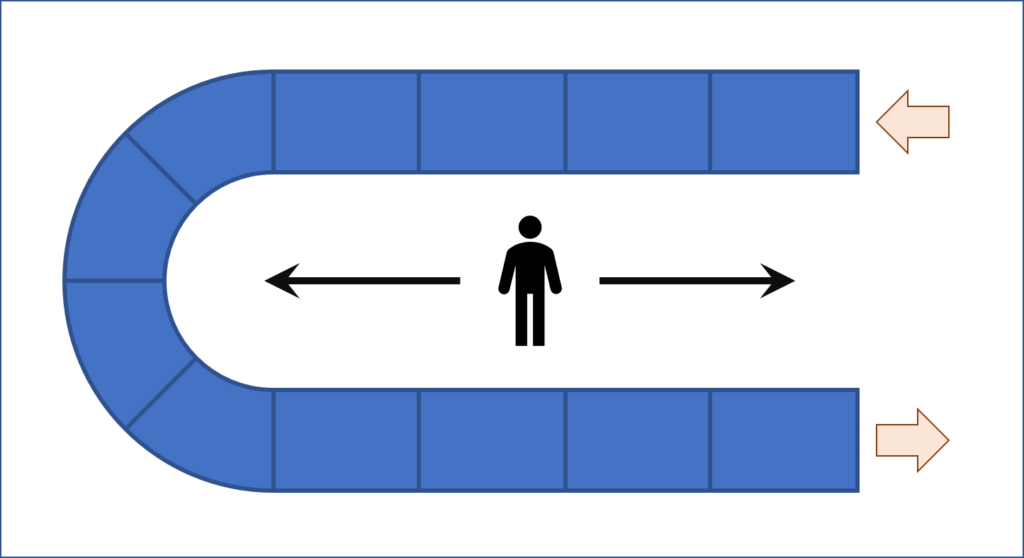
U字ライン
U字型の形状をとるライン生産方式
備考 この形状をとることによって、一人の作業者に割り付ける作業の組合せ方が豊富になる。(JISZ8141-3406)
1人生産方式
「1人生産方式」とは、一人の作業者が、静止した状態の工作物に対して、すべての工程を受け持つ方式であり、作業者に高い習熟度が求められる生産方式のことをいいます。(複数の作業者が協働して作業を行う場合もある。)
一人生産方式
一人の作業者が通常静止した状態の品物に対して作業を行う方式。
備考 1. 複数の作業者が協働して作業を行う場合がある。
2. ライン生産方式の対極をなす方式。(JISZ8141-3405)
第3問(設問1)
第3問(配点40点)
X社から求められている新規受託生産の実現に向けたC社の対応について、以下の設問に答えよ。
(設問1)
C社社長の新工場計画についての方針に基づいて、生産性を高める量産加工のための新工場の在り方について120字以内で述べよ。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
解答の方向性
第3問(設問1)では、C社社長の新工場計画についての方針に基づく、生産性を高める量産加工のための新工場の在り方を提言する能力を問われています。
問題文だけを読むと何を解答すればよいのか分かりにくく非常に難しく感じますが、与件文に記述されている「C社社長が社内に表明している方針」を読めば、解答の方向性を絞りやすくなります。
「最適な新規設備の選定」「作業の標準化と教育の実施」「生産性の高いレイアウト」という3つの観点から解答を構成しますが、「マシニングセンタ」や「工場レイアウト」に関する知識がないと解答に苦慮する可能性があります。
「作業の標準化・マニュアル化・教育の実施」については、「事例Ⅲ」の頻出カテゴリなので確実に解答できるようにしておきたいところです。
与件文で関連しそうな箇所
与件文では、1ページの最下行から2ページ目にかけて、および2ページ目の後半と3ページ目の後半に記述されています。
「1ページの最下行から2ページ目」では、現在の工場で採用しているレイアウトについて、「2ページ目の後半」では、導入する工作機械の候補について記述されていますが、解答の骨子となるのは「3ページ目」に記述されている「C社社長が社内に表明している方針」です。
問題文の中では、以下の部分が該当します。
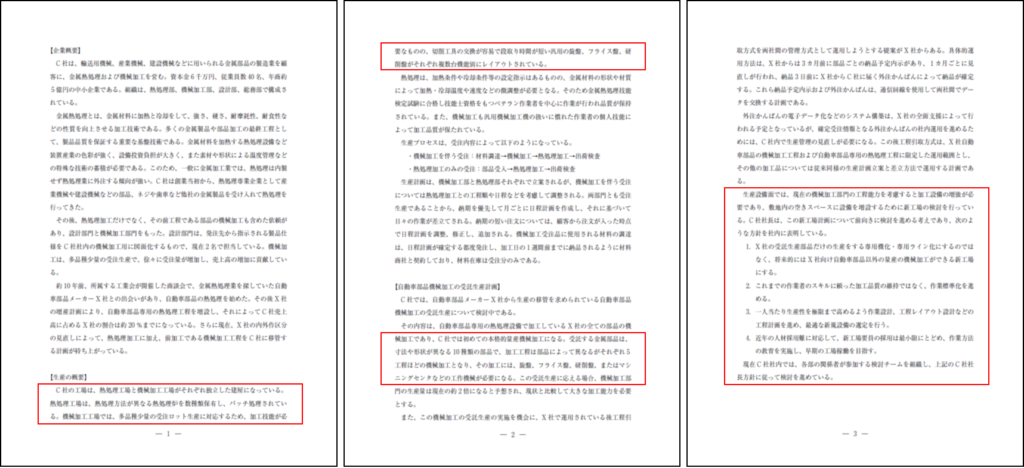
詳細に示すと以下の通りとなります。
- C社の工場は、熱処理工場と機械加工工場がそれぞれ独立した建屋になっている。熱処理工場は、熱処理方法が異なる熱処理炉を数種類保有し、バッチ処理されている。機械加工工場では、多品種少量の受注ロット生産に対応するため、加工技能が必要なものの、切削工具の交換が容易で段取り時間が短い汎用の旋盤、フライス盤、研削盤がそれぞれ複数台機能別にレイアウトされている。
⇒現在の機械加工工場では、多品種少量の受注ロット生産に対応するため、工作機械が機能別にレイアウトされていると記述されています。
- 受託する金属部品は、寸法や形状が異なる10種類の部品で、加工工程は部品によって異なるがそれぞれ5工程ほどの機械加工となり、その加工には、旋盤、フライス盤、研削盤、またはマシニングセンタなどの工作機械が必要になる。
⇒「マシニングセンタ」とは、コンピュータ数値制御(CNC)の指令によって工具を自動交換ができ、フライス削り、中ぐり、穴あけ、ねじ立てなど、種々な加工処理を行うことができる工作機械のことをいいます。
「旋盤、フライス盤、研削盤」を導入するのではなく「マシニングセンタ」を導入すれば、工作機械が専用機化されずに、X社向け自動車部品以外の機械加工もできるようになります。
- 生産設備面では、現在の機械加工部門の工程能力を考慮すると加工設備の増強が必要であり、敷地内の空きスペースに設備を増設するために新工場の検討を行っている。C社社長は、この新工場計画について前向きに検討を進める考えであり、次のような方針を社内に表明している。
1. X社の受託生産部品だけの生産をする専用機化・専用ライン化にするのではなく、将来的にはX社向け自動車部品以外の量産の機械加工ができる新工場にする。
2. これまでの作業者のスキルに頼った加工品質の維持ではなく、作業標準化を進める。
3. 一人当たり生産性を極限まで高めるよう作業設計、工程レイアウト設計などの工程計画を進め、最適な新規設備の選定を行う。
4. 近年の人材採用難に対応して、新工場要員の採用は最小限にとどめ、作業方法の教育を実施し、早期の工場稼働を目指す。
現在C社社内では、各部の関係者が参加する検討チームを組織し、上記のC社社長方針に従って検討を進めている。
⇒「1」と「3」には、X社向け自動車部品以外の量産の機械加工ができて、一人当たりの生産性が高い「作業設計、工程レイアウト設計などの工程計画」や「最適な工作機械」を採用することについて記述されており、「2」と「4」には「作業の標準化と教育の実施」を実施することについて記述されています。
要約して、「最適な新規設備の選定」「作業の標準化と教育の実施」「生産性の高いレイアウト」に絞って解答を考えていくこととします。
新工場の在り方
「生産性を高める量産加工のための新工場の在り方」を、以下の観点から整理していきます。
- 最適な新規設備の選定
- 作業の標準化と教育の実施
- 生産性の高いレイアウト
最適な新規設備の選定
「最適な新規設備の選定」に関する記述を以下に列挙します。
- 受託する金属部品は、寸法や形状が異なる10種類の部品で、加工工程は部品によって異なるがそれぞれ5工程ほどの機械加工となり、その加工には、旋盤、フライス盤、研削盤、またはマシニングセンタなどの工作機械が必要になる。
- X社の受託生産部品だけの生産をする専用機化・専用ライン化にするのではなく、将来的にはX社向け自動車部品以外の量産の機械加工ができる新工場にする。
- 一人当たり生産性を極限まで高めるよう作業設計、工程レイアウト設計などの工程計画を進め、最適な新規設備の選定を行う。
文章を1つにまとめます。
- コンピュータ数値制御(CNC)の指令によって自動的に工具を交換して加工処理を行うことができるマシニングセンタを選定することで、工作機械を専用機化せずに、X社向け自動車部品以外の量産の機械加工ができるようにする。
文章を簡略化して短くします。
- CNCの指令により工具を自動交換すればX社以外の部品も量産できるマシニングセンタを導入する。(44文字)
作業の標準化と教育の実施
「作業の標準化と教育の実施」に関する記述を以下に列挙します。
- これまでの作業者のスキルに頼った加工品質の維持ではなく、作業標準化を進める。
- 近年の人材採用難に対応して、新工場要員の採用は最小限にとどめ、作業方法の教育を実施し、早期の工場稼働を目指す。
文章を1つにまとめます。
- 新工場要員の採用は最小限にとどめるため、これまでの作業者のスキルに頼った加工品質の維持ではなく、作業標準化を進めた後、作業方法の教育を実施する。
文章を簡略化して短くするとともに「作業の標準化と教育の実施」による効果として期待される「作業者の多能工化」を追加します。
- 作業者のスキルに頼った作業の標準化を進めた後、作業方法の教育により作業者の多能工化を図る。(44文字)
生産性の高いレイアウト
「生産性の高いレイアウト」に関する記述を以下に列挙します。
- 機械加工工場では、多品種少量の受注ロット生産に対応するため、加工技能が必要なものの、切削工具の交換が容易で段取り時間が短い汎用の旋盤、フライス盤、研削盤がそれぞれ複数台機能別にレイアウトされている。
- 受託する金属部品は、寸法や形状が異なる10種類の部品で、加工工程は部品によって異なるがそれぞれ5工程ほどの機械加工となり、その加工には、旋盤、フライス盤、研削盤、またはマシニングセンタなどの工作機械が必要になる。
- X社の受託生産部品だけの生産をする専用機化・専用ライン化にするのではなく、将来的にはX社向け自動車部品以外の量産の機械加工ができる新工場にする。
- 一人当たり生産性を極限まで高めるよう作業設計、工程レイアウト設計などの工程計画を進め、最適な新規設備の選定を行う。
文章を1つにまとめます。
- 多品種少量の受注ロット生産に対応するため、工作機械が機能別にレイアウトされている。受託する金属部品は、寸法や形状が異なる10種類の部品であり品種は少ないように感じるが、X社向け自動車部品以外の量産の機械加工ができるように工作機械を専用ライン化は行わない。一人当たり生産性を極限まで高めるよう作業設計、工程レイアウト設計などの工程計画を進める。
まとまりのない文章となってしまいました。
「機能別レイアウト」でも「製品別レイアウト(専用ライン)」でもなく、多能工により生産性を高めることができるレイアウトと言えば「セル生産方式」の「U字ライン」が思い出されます。
「U字ライン」とは、1人の作業者が複数の設備を担当できるように、Uの字型に設備を配置する生産ラインのことをいい、多能工化された作業者を「U字ライン」に配置すると、作業の所要時間や作業者による作業速度の相違による工程間の待ち時間が発生しないため、ラインの編成効率を高めることができます。
したがって、文章を以下の通りまとめます。
- セル生産方式のU字ラインで編成された工程レイアウトに配置する。(30文字)
解答例
ここまでに整理してきた内容に基づき、120文字以内にまとめます。
| CNCの指令により工具を自動交換すればX社以外の部品も量産できるマシニングセンタの導入と、作業者のスキルに頼った作業の標準化を進めた後、作業方法の教育により作業者の多能工化を図り、セル生産方式のU字ラインで編成された工程レイアウトに配置する。(120文字) |
コメント