今回は、「運営管理 ~H30-20 生産の合理化・改善(2)生産現場の改善~」について説明します。
目次
運営管理 ~平成30年度一次試験問題一覧~
平成30年度の試験問題に関する解説は、以下のページを参照してください。
整番管理方式・追番管理方式・オーダエントリー方式・生産座席予約方式・モジュール生産方式 -リンク-
本ブログにて「整番管理方式」「追番管理方式」「オーダエントリー方式」「生産座席予約方式」「モジュール生産方式」について説明しているページを以下に示しますのでアクセスしてみてください。
- 整番管理方式・追番管理方式・オーダエントリー方式・生産座席予約方式・モジュール生産方式のまとめ
- R4-4 生産管理方式(10)生産管理方式
- R2-8 生産管理方式(8)製番管理方式
- R1-6 生産管理方式(7)生産座席予約方式
- H29-4 生産管理方式(4)モジュール生産方式
- H28-7 生産管理方式(3)製番管理方式
- H26-8 生産管理方式(1)生産管理方式
セル生産
「セル生産」とは、異なる機能を有する機械で構成した「機械グループ」で工程を編成する生産方式のことをいいます。
なお、異なる機能を有する機械ではなく、類似の機能を有する機械をまとめてグループを構成した配置は「機能別レイアウト」というため、その違いに注意が必要です。
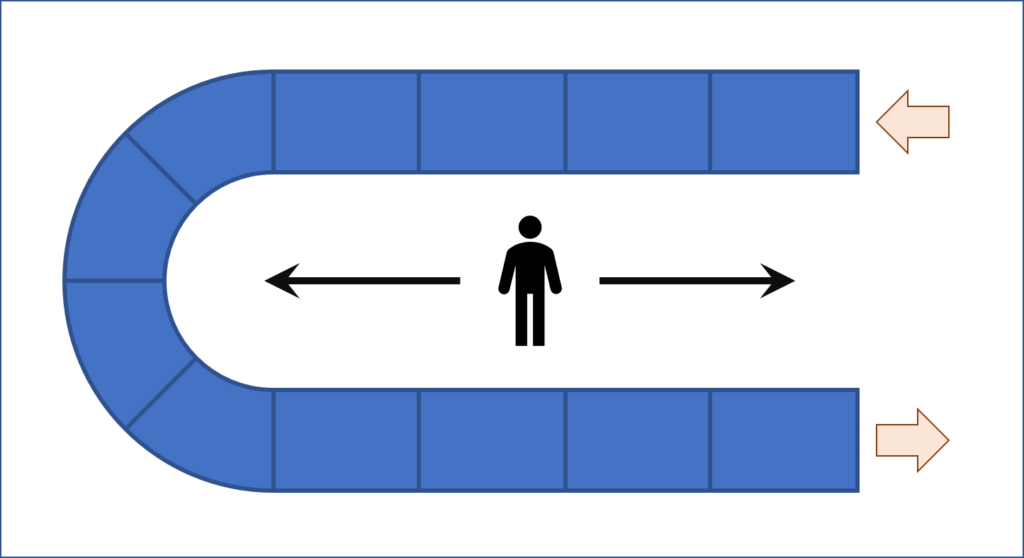
U字ライン
「U字ライン」とは、直線型の生産ラインのように作業者を1つの設備に固定するのではなく、1人の作業者が複数の設備を担当できるように、Uの字型に設備を配置する生産ラインのことをいいます。(複数の作業者が協働して作業を行う場合もある。)
「U字ライン」を採用すると、作業者を多能工化することができ、作業の所要時間や作業者による作業速度の相違による工程間の待ち時間が発生しないため、ラインの編成効率を高めることができますが、作業者に高い習熟度が求められるというデメリットもあります。
U字ライン
U字型の形状をとるライン生産方式
備考 この形状をとることによって、一人の作業者に割り付ける作業の組合せ方が豊富になる。(JISZ8141-3406)
1人生産方式
「1人生産方式」とは、一人の作業者が、静止した状態の工作物に対して、すべての工程を受け持つ方式であり、作業者に高い習熟度が求められる生産方式のことをいいます。(複数の作業者が協働して作業を行う場合もある。)
一人生産方式
一人の作業者が通常静止した状態の品物に対して作業を行う方式。
備考 1. 複数の作業者が協働して作業を行う場合がある。
2. ライン生産方式の対極をなす方式。(JISZ8141-3405)
整番管理方式
「製番管理方式」とは、製品の生産指示に際して、製品ごとに「製造番号(製番)」を付与して、製品ごとの生産状況を管理を行う方式であり、「個別生産」「小ロット生産」「月間生産量が少ない品種のロット生産」において採用される管理方式のことをいいます。
「製番管理方式」では、製品ごとに発行する「製造命令書」に「製造番号(製番)」を付与して生産状況を管理することによって、製品ごとの「進捗管理」「製造原価」を確実に把握することができます。
「製造番号(製番)」は、自社で加工する製品だけでなく、製品を構成する部品や材料にも適用して管理を行うため、品質上の問題が発見された場合に「製造番号(製番)」から該当する製品や部品や材料を特定できるなど、容易に必要な情報のトレースが可能になるというメリットがありますが、部品や材料の調達が遅れた場合、次の工程に進むことができないというデメリットもあります。
製番管理方式に適した生産形態
- 個別生産
- 小ロット生産
- 月間生産量が少ない品種のロット生産
製番管理方式(JISZ8141:2022-3212)
製造命令書において、対象製品に関する全ての加工及び組立の指示書を準備し、同一の製造番号をそれぞれにつけて管理する方式
- 注釈1 個別生産のほか、ロットサイズの小さい、つまり品種ごとの月間生産量が少ない場合のロット生産で用いられることが多い。
追番管理方式
「追番管理方式」とは、製品種類や部品種類といった単位にまとめて、単位ごとの生産状況を「累計製造番号(追番)」で管理する方式であり、仕様が同じ製品を量産する「連続生産」「生産量の多いロット生産」において採用される管理方式のことをいいます。
「連続生産」「生産量の多いロット生産」では仕様が同じ製品を量産するため、製品種類や部品種類といった単位にまとめて生産状況を管理することによって、効率的に「進捗管理」「製造原価」を把握することができます。
追番管理方式に適した生産形態
- 連続生産
- 生産量の多いロット生産
試験問題
それでは、実際の試験問題を解いてみます。
【平成30年度 第20問】
生産現場で行われる改善に関する記述として、最も適切なものはどれか。
ア あい路工程での出来高を向上させる目的で、その直前工程の処理能力を高めた。
イ 生産ラインの編成効率を高める目的で、生産ラインのU字化を検討した。
ウ 同一製品を継続生産する職場での進度管理の手間を省く目的で、製番管理を導入した。
エ 入社直後のパート従業員を短期間で組立職場に配置できるようにする目的で、1人生産方式を導入した。
中小企業診断協会Webサイト(https://www.j-smeca.jp/contents/010_c_/shikenmondai.html)
考え方と解答
「生産の合理化・改善」を実施するという前提で、「あい路工程」「U字ライン」「1人生産方式」「製番管理方式」「追番管理方式」といった幅広い知識を問う問題です。
(ア) 不適切です。
「あい路(隘路)」とは、「①狭くて通行の困難な道、②物事を進める上で妨げとなる点。支障。難点。ネック。」のことをいい、「あい路工程(隘路工程)」とは、「生産工程の中で最も生産能力が低い工程」のことをいいます。
つまり、「あい路工程(隘路工程)」は生産工程における「ボトルネック」となる可能性が高いことを表しています。
選択肢に記述されているように「あい路工程(隘路工程)」の直前工程の処理能力を高めてしまうと「あい路工程(隘路工程)」の処理能力が追い付かなくなり「ボトルネック」となってしまいます。
「あい路工程(隘路工程)」の出来高を向上させるためには「あい路工程(隘路工程)」そのものの生産能力を高める必要があるため、選択肢の内容は不適切です。
あい路
能力所要量が利用可能能力を上回っている工程、設備、機能又は部門。
備考 ボトルネックともいう。(JISZ8141-4109)
(イ) 適切です。
「U字ライン」とは、直線型の生産ラインのように作業者を1つの設備に固定するのではなく、1人の作業者が複数の設備を担当できるように、Uの字型に設備を配置する生産ラインのことをいいます。(複数の作業者が協働して作業を行う場合もある。)
「U字ライン」を採用すると、作業者を多能工化することができ、作業の所要時間や作業者による作業速度の相違による工程間の待ち時間が発生しないため、ラインの編成効率を高めることができますが、作業者に高い習熟度が求められるというデメリットもあります。
「U字ライン」を採用すると、生産ラインの編成効率を高めることができるため、選択肢の内容は適切です。
U字ライン
U字型の形状をとるライン生産方式
備考 この形状をとることによって、一人の作業者に割り付ける作業の組合せ方が豊富になる。(JISZ8141-3406)
(ウ) 不適切です。
「製番管理方式」は「個別生産」「小ロット生産」「月間生産量が少ない品種のロット生産」において採用される管理方式であり、製品ごとに「製造番号(製番)」を付与して、製品ごとの生産状況を管理することによって製品ごとの「進捗管理」「製造原価」を確実に把握していく方式です。
一方で、「連続生産」「生産量の多いロット生産」において採用される管理方式は「追番管理方式」といい、製品種類や部品種類といった単位にまとめて、単位ごとの生産状況を「累計製造番号(追番)」で管理していきます。
「連続生産(同一製品を継続生産する職場)」においては、「製番管理方式」ではなく、「追番管理方式」を導入することによって、「進度管理(進捗管理)」の手間を省くことができるため、選択肢の内容は不適切です。
(エ) 不適切です。
「1人生産方式」とは、一人の作業者が、静止した状態の工作物に対して、すべての工程を受け持つ方式であり、作業者に高い習熟度が求められる生産方式のことをいいます。(複数の作業者が協働して作業を行う場合もある。)
作業者に高い習熟度が求められる生産方式であり、入社直後のパート従業員を配置する作業環境に「1人生産方式」は適していないため、選択肢の内容は不適切です。
一人生産方式
一人の作業者が通常静止した状態の品物に対して作業を行う方式。
備考 1. 複数の作業者が協働して作業を行う場合がある。
2. ライン生産方式の対極をなす方式。(JISZ8141-3405)
答えは(イ)です。
コメント